| Titel: | Nock's Herstellung von Ankern ohne Schweissung. |
| Fundstelle: | Band 248, Jahrgang 1883, S. 403 |
| Download: | XML |
Nock's Herstellung von Ankern ohne Schweiſsung.
Mit Abbildungen auf Tafel 27.
Nock's Herstellung von Ankern ohne Schweiſsung.
Ein interessantes Verfahren zur Herstellung von Ankern ohne jegliche Schweiſsung ist
von J.
Nock in Hasskeuy bei Konstantinopel
(* D. R. P. Kl. 49 Nr. 21306 vom 27. Juni 1882) angegeben
worden. Die Vermeidung der stets unzuverlässigen SchweiſsstellenVgl. die neuesten Resultate der vom Vereine zur
Beförderung des Gewerbefleißes berufenen Commission für die Untersuchung der Schweißbarkeit des Eisens in
den Verhandlungen, 1883 * S. 146.Die Red. gewährt nicht nur den Ankern
eine gröſsere Sicherheit gegen Bruch, sondern erlaubt auch, dieselben aus Fluſseisen
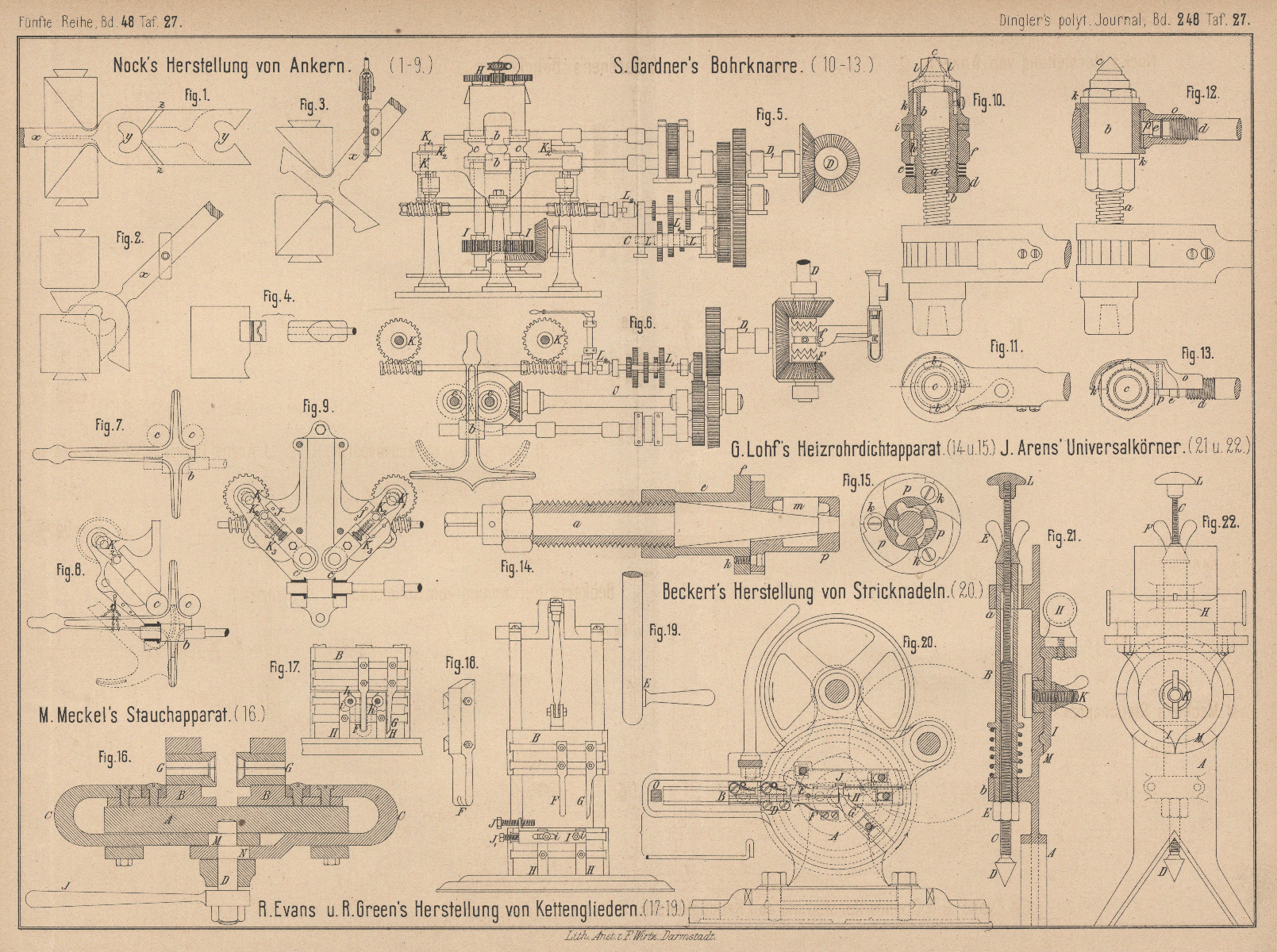
herzustellen. Der Nock'sche Arbeitsgang und die
erforderliche Specialmaschine sind in Fig. 1 bis
9 Taf. 27 dargestellt.
An einem genügend groſsen Eisenblocke von rechteckigem Querschnitte wird zunächst an
dem einen Ende mit Hilfe passender Gesenke (Fig. 1) der
Theil x für den Schaft abgesetzt, dann in vollem Blocke
das Loch y durchgebrochen. An diesem Loche wird dann
das Schmiedestück winkelförmig nach zz
abgeschnitten und durch Aufbiegen der so entstandenen Schenkel, wie Fig. 2 und
3 zeigen, in die Form eines ⊺ übergeführt. Aus
den aufgebogenen Schenkeln werden dann in weiteren Gesenken die Arme des Ankers
geformt, Bei allen diesen Arbeiten wird das Schmiedestück von einer um den Schaft
geschlungenen Kette getragen, welche gegen das Abgleiten durch einen auf den Schaft
aufgeklemmten Ring gesichert ist.
Der so roh vorgeschmiedete Anker wird nun auf dem in Fig. 5, 6
und 9 dargestellten Walzwerke vollendet, Dasselbe ist ähnlich dem bekannten
Universalwalzwerke mit einem horizontalen und einem vertikalen Walzenpaare b bezieh. c versehen,
welche, da man den Anker seiner Gestalt wegen nicht ganz durchgehen lassen kann,
abwechselnd im einen oder anderen Sinne Drehung erhalten müssen. Die horizontalen
Kopfwalzen b bearbeiten die obere und untere Seite des
bei wagerechter Lage der Arme eingeführten Ankerschaftes. Da derselbe in dieser
Richtung bei den üblichen Ankerformen in seiner ganzen Länge gleich dick ist, so
bedarf es nur einer gleichzeitig mit der Umkehr der Bewegungsrichtung der Maschine
zu bewirkenden Nachstellung der Walzen, welche von Hand oder auch selbstthätig mit
Hilfe der Stellvorrichtung H bewerkstelligt werden
kann. Anders liegt die Sache bei den vertikalen Kopfwalzen c; dieselben bearbeiten den Schaft von rechts und links und müssen
folglich, da derselbe in dieser Richtung nach unten zu eine Schwellung zeigt, beim
Walzen gegen die Arme hin selbstthätig aus einander rücken, beim Zurückwalzen sich
wieder nähern und auſserdem noch eine Nachstellung bei Umkehr der Bewegungsrichtung
erhalten.
Mittels der Umsteuerung F (Fig. 6)
gewöhnlicher Anordnung kann die Bewegung von der Welle D aus abwechselnd im einen oder anderen Sinne auf die Welle D1 übertragen werden.
Von dieser aus erfolgt dann unter Vermittelung geeigneter, aus der Figur
ersichtlicher Zwischenmechanismen der Antrieb der Walzen b, sowie der Wellen C und L (letztere in Fig. 5
hinter C, in Fig. 6 unter
der Welle L1 liegend).
Die Welle C setzt durch Zahnräder die stehenden Walzen
c in Drehung, wobei dieselben die oben erwähnte
Verschiebung normal zu ihren Achsen auf folgende Weise erhalten. Von der Welle L aus wird die Bewegung, je nach der dem Schafte zu
ertheilenden Schwellung, durch das eine oder andere der 3 Wechselradpaare auf die
Achse L1 und von dieser
aus, sofern die Klauenkupplung L2 eingerückt ist, durch Schneckengetriebe auf die beiden
senkrechten Wellen K und die an deren oberen Enden
sitzenden excentrischen Zapfen K1 übertragen. Durch diese Zapfen werden nun die Walzen c unter Vermittelung der Schubstangen K2, wie aus Fig. 9 zu
ersehen, einander genähert oder von einander entfernt. Um aber die oben erwähnte
Nachstellung zu ermöglichen, wirken die Schubstangen K2 nicht unmittelbar auf die in Führungen
verschiebbaren Lager der Walzen c, sondern zunächst auf
die ebenfalls parallel geführten Gleitstücke J.
Zwischen diese und die Lager sind Stellschrauben K3 eingeschaltet, durch deren entsprechende
Drehung An- und Nachstellung der Walzen c erfolgt.
Damit diese Seitenbewegungen von den Walzen ausgeführt werden können, sind in deren
Achsen bei J passende Kupplungen eingeschaltet, welche
eine geringe Winkelbewegung derselben zulassen.
In Fig.
6 ist nun der Vorgang beim Walzen des Ankerschaftes dargestellt. Sobald
die vertikalen Walzen c an der Stelle des Schaftauges
angelangt sind, wird die Maschine umgesteuert, wodurch hier der für das Auge
erforderliche breitere Schaftquerschnitt erhalten bleibt. Da die vertikalen Walzen
c um die Länge der Ankerschaufeln von den
horizontalen Walzen b abstehen, so kann man, wie Fig.
7 verdeutlicht, auch die Arme weiter auswalzen und dieselben mit Hilfe
einer Führungskette auf die in Fig. 8
angegebene Weise biegen.
Alle bis jetzt beschriebenen Arbeiten lassen sich in einer Hitze ausführen; zur
völligen Vollendung des Ankers sind nur noch die Augen für die Querstange und die
Kettenanschlüsse herzustellen.
Tafeln