| Titel: | A. Rieppel's Druckschaltung für Werkzeugmaschinen. |
| Fundstelle: | Band 249, Jahrgang 1883, S. 287 |
| Download: | XML |
A. Rieppel's Druckschaltung für
Werkzeugmaschinen.
Mit Abbildungen auf Tafel 19.
A. Rieppel's Druckschaltung für Werkzeugmaschinen.
Bislang geht die selbstthätige Schaltung bei den meisten Werkzeugmaschinen derart vor
sich, daſs die Schaltbewegung während des Verlaufes einer und derselben Arbeit in
jedem Augenblicke in einem bestimmten unveränderlichen Verhältnisse zu der
Arbeitsbewegung steht, einerlei wie der Widerstand wechselt. Dies ist nun häufig ein
groſser Uebelstand. Kein Material ist so durchaus homogen, daſs nicht der
Arbeitswiderstand beträchtliche Aenderungen aufweist. Insbesondere macht sich dies
beim Bohren bemerkbar und sieht man sich bei dieser Arbeit daher häufig veranlaſst,
auf die selbstthätige Schaltung ganz zu verzichten. Andererseits treten aber Fälle
ein, wo, wie z.B. beim Brückenbaue, das Bohren eine Massenarbeit ist, bei welcher
ein Arbeiter mehrere Maschinen zu bedienen hat und eine selbstthätige Schaltung
unbedingtes Erforderniſs ist. Ein noch beträchtlicheres Wechseln des
Arbeitswiderstandes kann durch die Form des Arbeitstückes bedingt sein. Als Beispiel
möge eine Eisensäge dienen. Gesetzt dieselbe hätte einen H- oder -Träger durchzuschneiden, so werden die Sägezähne beim
Durchgange durch die Flanschen in weit gröſserer Zahl gleichzeitig angreifen als auf
dem Wege durch den Steg allein, der Arbeitswiderstand daher auch beim Durchschneiden
der Flanschen beträchtlich gröſser sein als bei der Arbeit im Stege. Gleichwohl
werden nur wenige Maschinen darauf eingerichtet, daſs sie eine Veränderung der
Schaltgeschwindigkeit während der Arbeit zulieſsen. Noch ein Umstand läſst bei
dieser Maschine die übliche Einrichtung der Schaltung mangelhaft erscheinen. Läuft
nämlich die Säge, was kaum zu vermeiden ist, auch nur um einen geringen Betrag
unrund, so wechselt der Arbeitswiderstand bei jedem Arbeitsumlaufe derselben ganz
beträchtlich, wodurch nicht nur die Leistungsfähigkeit der Säge herabgezogen wird,
sondern auch eine Vorbedingung zum Bruche gegeben ist. Ebenso kann bei allen
Werkzeugmaschinen mit constantem Vorschübe durch Stumpfwerden der Werkzeuge u.s.w.
der Arbeitsdruck so anwachsen, daſs Brüche unvermeidlich sind. Alle diese
Uebelstände lassen sich vermeiden, wenn man die Schaltbewegung mit constantem
Vorschübe aufgibt und dafür Schaltung unter constantem Drucke einführt.
Dieser Gedanke ist nicht neu; ja man kann sagen, daſs die Schaltung mit constantem
Drucke die ältere ist. Bekanntlich wurden und werden noch jetzt kleinere
Bohrmaschinen gebaut, bei denen die Nachstellung der Bohrspindel unter dem Einflüsse
eines sie direkt oder mittels einer Hebelübersetzung belastenden Gewichtes erfolgt.
Hier ist der Schaltdruck unveränderlich; indessen liegt ein groſser Uebelstand in
der mangelnden Regulirungsfähigkeit desselben. Auch würde das Belastungsgewicht bei
nur einigermaſsen
beträchtlicheren Bohrungen unbequem groſs werden. Bei anderen Werkzeugmaschinen ist
eine ähnliche Anordnung meistens auch nicht ausführbar. Um aber auf die Vortheile
der Schaltung unter constantem Drucke nicht verzichten zu müssen, verbindet A. Rieppel in Gustavsburg bei Mainz (* D. R. P. Kl. 49
Nr. 22201 vom 19. August 1882) mit den gewöhnlichen Schaltmechanismen noch eine
Reibungskuppelung und erlangt dadurch eine vollkommene, leicht regulirbare
Druckschaltung, welche sich überdies, wenn solches wünschenswerth erscheinen sollte,
durch einfaches Festklemmen der Kuppelung in eine solche mit constantem Vorschübe
verwandeln läſst. Als Beispiele für diese Anordnung mögen eine Metallsäge und eine
Bohrmaschine dienen, bei welchen, wie oben erörtert, die Schaltung unter constantem
Drucke besondere Vortheile bietet. (Vgl. auch Zeitschrift
des Vereins deutscher Ingenieure, 1883 S. 307.)
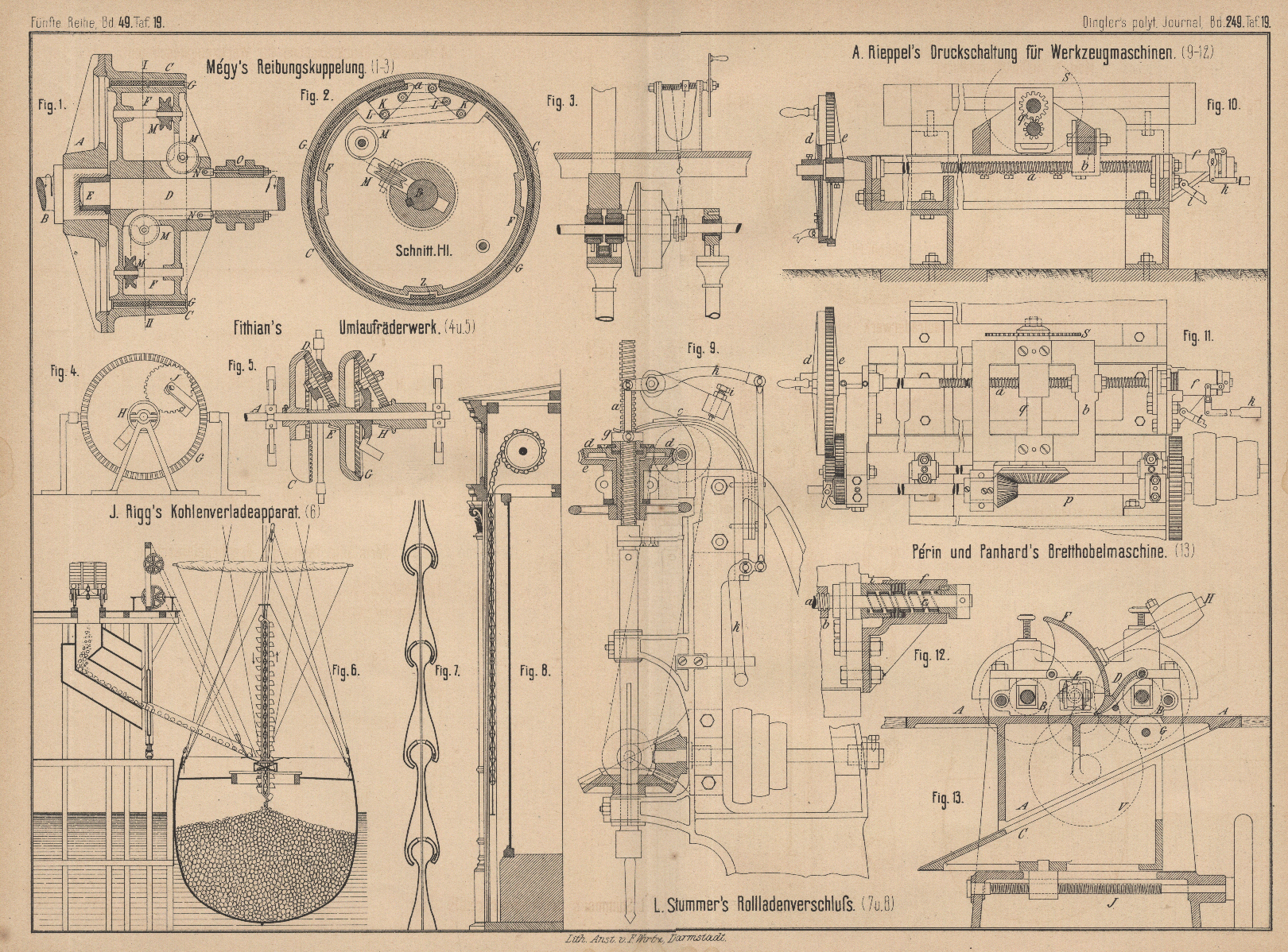
Fig.
10 und 11 Taf. 19
stellen eine Eisenkaltsäge in Aufriſs und Grundriſs
vor. Das Sägeblatt S ist mit seiner Spindel q in dem Schlitten b
gelagert, welcher seinerseits auf der mit dem Maschinengestelle verbundenen Bettung
durch die Schraube a geschaltet wird. Diese letztere
ist in ihrer Längsrichtung um einige Millimeter verschiebbar und wird durch eine in
dem Gehäuse f untergebrachte Spiralfeder stets nach
rechts gezogen. Auf das andere Ende dieser Schraubenspindel ist der innere Kegel d der Reibungskuppelung festgekeilt, welcher daher für
gewöhnlich in den Hohlkegel e festgeklemmt wird.
Letzterer hat Auſsenverzahnung und erhält seine Bewegung unter Vermittelung von
Zahnrädern von der Welle p aus, welche in ihrer ganzen
Länge genuthet ist und mittels Feder ein in einem Arme des Schlittens b gelagertes Kegelrad mitnimmt. Dasselbe greift in ein
gröſseres, auf einer Zwischenwelle sitzendes Rad ein. Von dieser Zwischenwelle aus
wird sodann mittels zweier breiter Stirnräder von geringem Durchmesser die Bewegung
auf die Sägespindel q übertragen. Die Welle p erhält ihre Drehung von der Transmission aus unter
Vermittelung einer Stufenscheibe und eines einfachen Rädervorgeleges. Die in dem
Gehäuse f (vgl. Fig. 12
Taf. 19) befindliche Feder c besitzt solche Abmessungen
und wird mittels der Schraubenklappe i derart
angespannt, daſs nach Abzug der zum Schlüsse der Reibungskuppelung nöthigen Kraft
ein Arbeitsdruck sich ergibt, welcher in den dünnsten Theilen der zu schneidenden
Profilen die höchste zulässige Spandicke erzeugt. Natürlich muſs die Uebersetzung so
gewählt werden, daſs hierbei die Schaltung in dieser Gröſse wirklich eintritt.
Gelangt nun die Säge an dickeren oder sonst gröſseren Widerstand bietenden Stellen
zur Arbeit, so wird die Feder c nachgeben, dadurch die
Kuppelung mehr oder weniger gleiten und die Nachstellung eine geringere werden.
Ist der Schlitten am Ende seiner Bahn angelangt, so wird durch Zurückdrücken des
Hebels k, welcher in dieser zurückgedrückten Stellung
durch den Haken l erhalten werden kann, die Feder c zusammengepreſst, dadurch die Spindel a nach links ausgeschoben und so die Reibungskuppelung
gelöst. Mittels eines an der Scheibe d angebrachten
Kurbelgriffes kann alsdann die Spindel a von Hand in
umgekehrtem Sinne gedreht und dadurch der Schlitten zurückgezogen werden.
Die beschriebene Einrichtung ist auf dem Werke Gustavsburg der Süddeutschen
Brückenbau-Actiengesellschaft seit längerer Zeit an einer Säge von Klett und Comp. angebracht und soll die Leistung
derselben unter Umständen bis zu 30 Proc. gegen früher gestiegen sein.
Fig.
9 Taf. 19 stellt eine Bohrmaschine mit
Einrichtung für constanten Anstellungsdruck dar. Die Spindel wird mittels der gegen
Drehung gesicherten Schraube a niedergetrieben. Diese
letztere erhält ihre Nachstellung durch die in der verlängerten Nabe der
Kuppelungsscheibe d angeordneten Mutter. Die Scheibe
d stützt sich mittels des Zwischenstückes g gegen die Feder c,
welche dieselbe in den Aufsenkegel e hineinpreſst.
Dieser letztere erhält durch ein Schneckenrad eine der gröſsten zu erreichenden
Nachstellung entsprechende Drehung. Die nöthige Verschiebbarkeit der Spindel nach
oben wird durch ein geringes Spiel zwischen dem auf der Mutter aufgekeilten Handrade
und der im Maschinengestelle gelagerten Nabe von e
ermöglicht. Wie leicht einzusehen, muſs der Druck der Feder c, welcher mittels der Schraube i regulirt
werden kann, gleich dem Anstellungsdrucke des Bohrers, vermindert um das Gewicht der
Spindel und vermehrt um den zum Schlüsse der Kuppelung nöthigen Druck, sein. Es ist
leicht einzusehen, wie auch hier der Anstellungsdruck constant bleiben wird. Ist die
Spindel ganz niedergegangen, so wird dieselbe mittels des Hebelsystemes k vom Drucke der Feder c
entlastet, die Kuppelung dadurch gelöst und die in e
befindliche Mutter mittels des Handrades in entgegengesetzter Weise gedreht.
Will man das Prinzip der Druckschaltung auch bei Drehbänken zur Geltung bringen, so bedarf es einer doppelten Anordnung der
Reibungskuppelung, da hier die Spindel entsprechend der Arbeitsrichtung abwechselnd
nach der einen oder anderen Seite gedrückt wird. Ebenso muſs eine Einrichtung
getroffen werden, welche es ermöglicht, den Gegendruck der Feder bald im einen, bald
im anderen Sinne wirken zu lassen. Dasselbe ist natürlich bei allen den
Werkzeugmaschinen der Fall, welche abwechselnd nach verschiedenen Richtungen
arbeiten.
Diese Schaltungsmethode wird in den meisten Fällen vortheilhafter sein als die mit
constantem Vorschübe. Allerdings wird die letztere bei Werkzeugmaschinen mit
absetzender Bewegung die allein anwendbare bleiben. Dagegen dürfte eine solche
Druckschaltung für gröſsere Schmirgelschleifmaschinen von ganz besonderem Werthe
sein. Selbstverständlich kann in allen Fällen der nöthige Druck anstatt mittels
einer Feder auch mittels direkter oder indirekter Gewichtsbelastung erzielt
werden.
Tafeln