| Titel: | Ueber die Herstellung von Glas. |
| Fundstelle: | Band 249, Jahrgang 1883, S. 335 |
| Download: | XML |
Ueber die Herstellung von Glas.
Patentklasse 32. Mit Abbildungen auf Tafel 23.
(Fortsetzung des Berichtes Bd. 248 S.
284.)
Ueber die Herstellung von Glas.
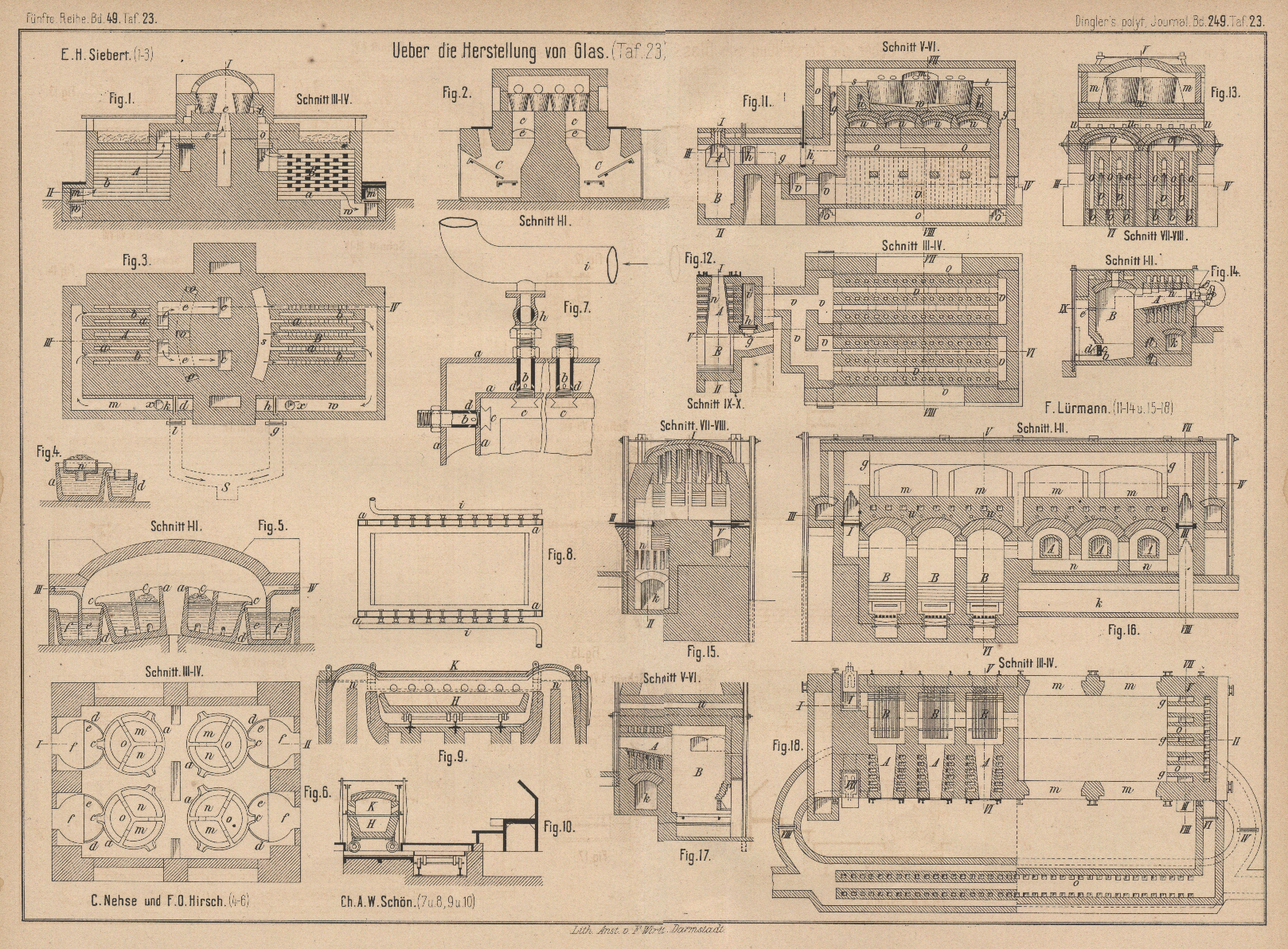
E. H. Siebert in Berlin (* D. R. P. Nr. 22087 vom 2. Mai
1882) glaubt durch folgenden mit zwei ohne Umkehrung
arbeitenden Regeneratoren versehenen Hafenofen die Mängel der gewöhnlichen
Glasofenfeuerungen zu beseitigen.
Die Regeneratoren oder Wärmesammler A und B (Fig. 1 bis
3 Taf. 23) bestehen aus einer Anzahl schmaler, neben einander liegender
Zellen a, welche wechselweise die abgehenden Feuergase
aufnehmen, ihnen einen Theil der Wärme entziehen und auf die in den Zellen b aufsteigende Luft übertragen. In den Zellen a eingefügte Steine sollen der Füllung eine groſsere
Festigkeit geben und die Wärmeübertragung begünstigen. Die in den Generatoren C entwickelten Gase treten bei c direkt in den Ofen, während die Verbrennungsgase bei n oder i entweichen.
Die erforderliche Luft tritt nun zunächst bei d in den
Kanal m, durchzieht die Zellen b des Wärmesammlers A, um durch die Kanäle
e mit den Generatorgasen zusammen zu treffen. Die
Feuergase gehen durch
die Oeffnungen i und Kanäle o in den Sammelkanal s, um von hier aus die
Zellen a zu durchziehen und durch den Kanal w nach dem Schornsteine bei S zu entweichen. Nach etwa ½ Stunde werden die Schieber g und k geschlossen, h und l geöffnet, so daſs
nun die Luft bei h in den Kanal m eintritt und durch die Zellen b des
erhitzten Wärmesammlers B zu den Brennkanälen c gelangt, während die Feuergase bei n aus dem Ofen treten, den Wärmesammler A erhitzen und durch den unter dem Luftkanale m hinlaufenden Kanal w
nach dem Schornsteine entweichen.
Hat man im Schmelzraume einen Wärmeüberfluſs, so daſs es rathsam erscheint, das Feuer
zu schwächen, oder kommt es darauf an, im Schmelzraume das Feuer schnell zu
steigern, so wird das Ventil x, welches den Rauch- und
Luftkanal verbindet, geöffnet, wodurch dann ein Theil des Feuers genöthigt wird,
nicht in den Schmelzraum, sondern direkt von den Verbrennungskanälen c in die Zellen b zu
treten und diese dann direkt zu erhitzen.
Welche Vorzüge dieses Wechseln in der Richtung der abziehenden Gase und der
zutretenden Luft vor dem ununterbrochenen Abführen der Verbrennungsgase durch die
Zellen a beider Wärmesammler hat, während gleichzeitig
in den Räumen b die Luft aufsteigt, so daſs der lästige
Ventilwechsel wegfällt, ist nicht angegeben.
C. Nehse in Blasewitz und F. O.
Hirsch in Radeberg, Sachsen, (* D. R. P. Kr. 22089 vom 24. Mai 1882)
beschreiben ein Verfahren zum ununterbrochenen Schmelzen und
Ausarbeiten von Glas mittels Schmelz- und Arbeitshäfen. Zu diesem Zwecke
sind die Schmelzhäfen a (Fig. 5 und
6 Taf. 23) mit 3 Abtheilungen m bis o versehen, die oben je eine Schnauze c besitzen, am Boden aber durch Oeffnungen in den
Scheidewänden in Verbindung stehen. Die Arbeitshäfen d
haben zwei am Boden verbundene Abtheilungen e und f. Das Gemenge wird in die beiden Abtheilungen m und n eingelegt. Das
hier vorgeschmolzene Glas tritt durch die Verbindungslöcher am unteren Theile der
Zwischenwände in die dritte Abtheilung O über, läutert
hier zum Theile und flieſst im Verhältnisse des nachgelegten und nachschmelzenden
Gemenges der beiden Abtheilungen m und n durch die Schnauze c in
den Läuterungsraum e des Arbeitshafens d. Hier wird das Glas vollständig geläutert und tritt
dann durch die Oeffnungen am Boden der Scheidewand in die Abtheilung f ein, um von hier aus verarbeitet zu werden.
Die dreitheiligen Schmelzhäfen mit je einer Schnauze an jeder Abtheilung bieten
auſser einem gröſseren Schmelzraume auch eine längere Dauer in so fern, als man die
Häfen nach Abnutzung einer Abtheilung herumdrehen und eine andere Schnauze zum
Auslaufen bringen kann.
Anstatt auf einer schiefen Ebene, wie in Fig. 5,
können die Schmelzhäfen a auch auf einer höheren
Banksohle neben den Arbeitshäfen oder auch auf gleicher horizontaler Ofensohle mit
diesen stehen.
Für besondere Glassorten, z.B. Spiegelglas, kann das Verfahren mit Vortheil dahin
abgeändert werden, daſs das eingeschmolzene Glas aus dem Schmelz- bezieh.
Läuterungshafen in den Arbeitshafen oder Gieſshafen überflieſst, welcher dann nach
der Füllung und nach vollständiger Läuterung des Glases zum Ausleeren aus dem Ofen
entfernt wird (vgl. F. Siemens 1872 204 * 193).
Zu gleichem Zwecke kann man auch, wie in Fig. 4
angedeutet ist, zum Einschmelzen des Gemenges im Schmelzhafen a schwimmende Gefäſse n
oder tiefe Kränze anwenden. Die schmelzende Masse flieſst durch die Bodenöffnung des
Gefäſses n in den Schmelzhafen a, schmilzt hier gut durch und flieſst aus diesem mittels der Rinne zum
vollständigen Läutern und Verarbeiten in den Arbeitshafen d, welcher nach Belieben ein-, zwei- oder mehrtheilig, mit tiefem Kranze
oder Ringe versehen, mit oder ohne Haube eingerichtet sein kann.
Ch. A. W. Schön in Hamburg (* D. R. P. Nr. 20952 vom 21.
Januar 1881) empfiehlt die Schmelz- und Transportwannen für
Glas doppelwandig herzustellen. Die beiden Wandungen a (Fig. 7 und
8 Taf. 23) sind durch hohle Bolzen b
verbunden, deren Köpfe c schwalbenschwanzförmig geformt
sind, um die Chamotte- bezieh. Glasfütterung festzuhalten. Das Kühlmittel, welches
von irgend einer Stelle durch das Hauptrohr i eintritt,
strömt durch die Hähne h weiter in die hohlen Bolzen
b und tritt durch die Löcher d zwischen die Wandungen a. Dadurch nun, daſs das Hauptrohr an mehreren Stellen durch die Hähne mit den
Bolzen verbunden ist, kann man das Kühlmittel, je nachdem es an einer Stelle
erforderlich ist oder nicht, durch Oeffnen oder Schlieſsen eines oder mehrerer Hähne
eintreten lassen und dadurch die Kühlung regeln.
Zur Erreichung eines ununterbrochenen Betriebes wird eine groſse Menge Glas in der
Wanne geschmolzen, in kleinere Transportwannen H (Fig.
9 und 10 Taf. 23)
gegossen und in diesen nach den einzelnen Arbeitsstellen geschafft, wo sie zwischen
zwei Feuerungen n und unter eine Kappe K geführt werden, so daſs das Glas durch Ueberstreichen
der Flamme in weichem, arbeitsfähigem Zustande während der Arbeit erhalten wird
(vgl. 1883 248 * 285). – Nach dem Zusatzpatente Nr. 22273
vom 17. Februar 1881 soll die Schmelzwanne dadurch gekühlt werden, daſs man zwischen
den doppelten Wänden gespannte oder ungespannte Dämpfe strömen läſst.
F. Lürmann in Osnabrück (* D. R. P. Zusatz Nr. 20840 vom
20. Januar 1881) beschreibt Glasschmelzöfen mit
Gasfeuerung. Die neben den Oefen liegenden Generatoren sind in bekannter
Weise (vgl. 1881 240 * 196) mit Entgasungsräumen A (Fig. 11 bis
14 Taf. 23), Vergasungsräumen B, Schlitzen
b für Luftzuführung und Schlackenabführung, durch
Wasser gekühlten Balken c mit Schlitz d für falschen Rost, Schaulöchern e und Kanälen n für den
Umlauf der Abhitze um die Entgasungsräume A versehen.
Die entwickelten Gase gehen durch den Kanal g zum Ofen.
Der durch Wasser
gekühlte Schieber h dient zum Abschlüsse der Gase von
dem Räume i bezieh. den Kanälen n, der Schieber h1 zum Abschlüsse der Gase von dem Ofen.
Wenn die gebildeten Gase in dem Ofen trotz entsprechend vorher eingetretener
Verminderung, z.B. während der Verarbeitung des Glases, nicht alle gebraucht werden
können, so tritt ein Theil der Gase in den Raum i, in
welchen durch die Kanäle l erwärmte Luft gelangt,
verbrennt und erhält den Generator in vollem Betriebe.
Der Reservekanal k für die Abhitze, wird benutzt, wenn
der Zug nicht genügt, um die Gesammtabhitze durch die Kanäle n abzuführen.
Der unter dem Ofen liegende Lufterhitzungsapparat besteht aus Abhitzekanälen v und Luftkanälen o. Der
Glasofen ist mit Hafeneinsetzthoren m, Luftkanalmündung
o, Feuerbrücke s,
Fuchsbrücke t, Abhitzekanal y, Luftkühlung u in der Feuer- und
Fuchsbrücke sowie für die Sohle des Ofens und mit einem Kanäle w für das Herdglas versehen.
Bei der in Fig. 15 bis
18 Taf. 23 dargestellten Anlage liegen die Generatoren B unter dem Ofen, die Lufterhitzer aber parallel zum
Ofen. Der Reservekanal k für die Abhitze wird benutzt,
wenn der Zug nicht genügt, um die Gesammtabhitze durch die Kanäle n abzuführen. Wenn die Schieber I bis IV geöffnet werden, dann sind die
Schieber V bis VIII
geschlossen und brennt das bei g in den Ofen tretende
Gas von links nach rechts durch den Ofen, von rechts nach links um die
Entgasungsräume A und von links nach rechts durch den
Lufterhitzungsapparat. Wenn umgestellt wird, ist der Gang ein umgekehrter. Hierbei
ist zu bemerken, daſs der in der Zeichnung nicht sichtbare Schieber II ein dem Schieber VI
entsprechender Luftschieber auf der linken Seite ist.
Tafeln