| Titel: | Neuerungen an Kohlenziegelpressen. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 201 |
| Download: | XML |
Neuerungen an Kohlenziegelpressen.
Mit Abbildungen auf Tafel 15.
Neuerungen an Kohlenziegelpressen.
In der Zeitschrift des Vereins deutscher Ingenieure,
1883 S. 252 ist eine von Gebrüder Sachsenberg in
Roſslau a. d. Elbe gebaute Kohlenziegelpresse beschrieben, welche direkt mit dem Motor einer
Dampfmaschine verbunden ist und sich durch ihren gedrängten kräftigen Bau
auszeichnet. Diese Presse gehört zu denjenigen mit offener Form- sie ist seit der
Mitte der 50er Jahre unter dem Namen Exter'sche Presse
bekannt.
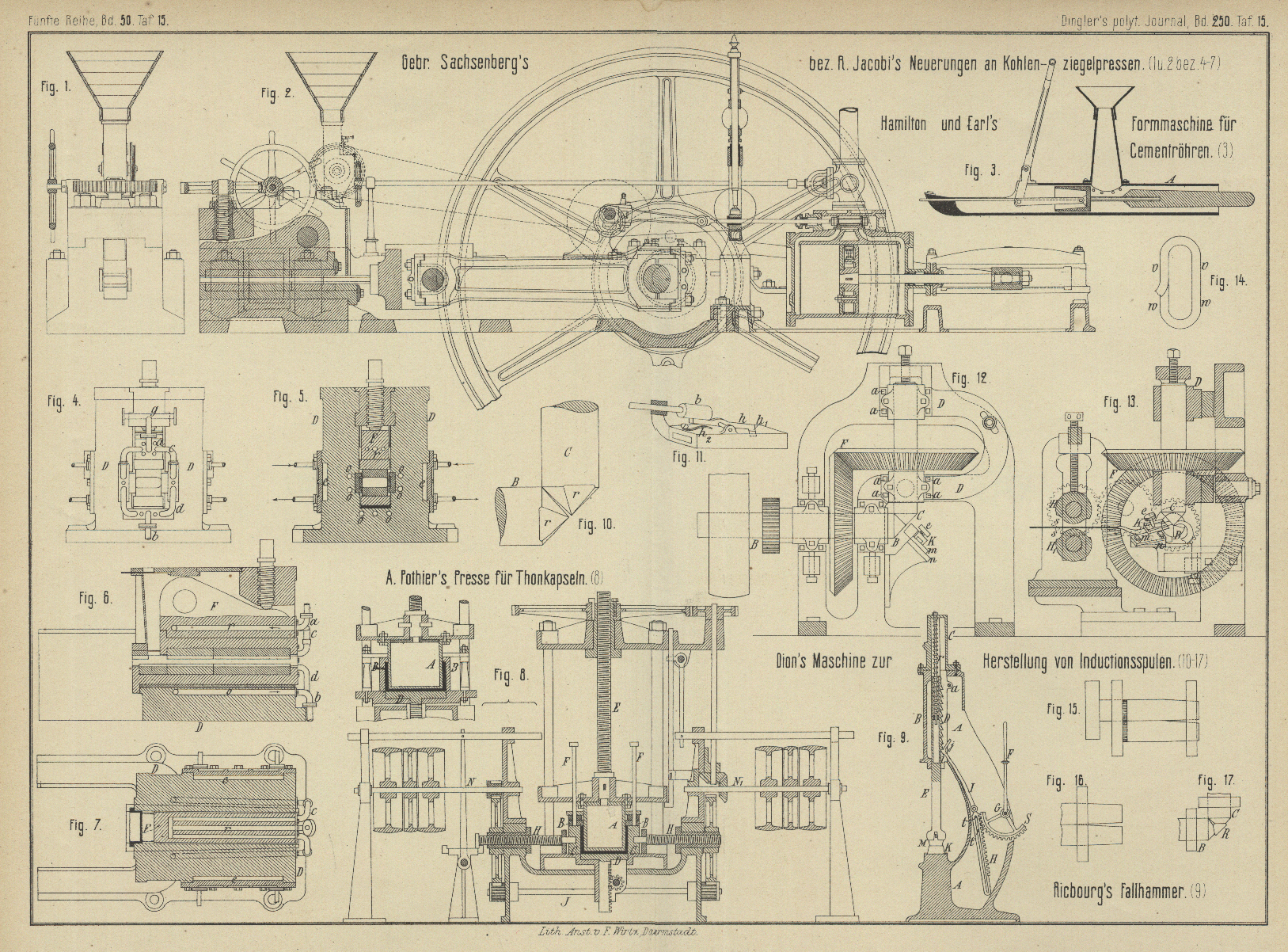
Wie aus Fig. 1 und 2 Taf. 15
hervorgeht, ist hier die Betriebsdampfmaschine mit 520mm Cylinderdurchmesser und 640mm Hub
unmittelbar mit der Presse verbunden. Die an dem Querhaupte der Kolbenstange
angehängten rückkehrenden Pleuelstangen greifen an Kurbelwarzen an, welche in den
Naben der Schwungräder der Maschinenhauptwelle sitzen. Diese letztere ist aus
Guſsstahl in starken Abmessungen hergestellt und besitzt eine Kröpfung von 75mm Radius, an welcher eine kräftige guſseiserne
Pleuelstange angeschlossen ist- andererseits greift letztere an einem gabelförmigen,
den Preſsstempel tragenden Kreuzkopfe an und vor diesem befindet sich sodann die
Preſsform.
In der Regel sind solche Preſskörper aus einem Stücke mit dem Bette gegossen, so
daſs, wenn dieselben durch einen unglücklichen Zufall zersprengt werden, was gar
nicht selten eintritt, häufig das ganze Bett erneuert werden muſs. Hier dagegen ist
nur der untere Theil der Form mit dem Bette fest verbunden, während der Obertheil –
nach Jacobi's Vorgange – durch einen um einen starken
stählernen Bolzen schwingenden Stahl block gebildet wird. Eine kräftige, mittels
Schneckengetriebes von der Hand des Arbeiters bethätigte Schraube gestattet, diesen
Block mehr oder weniger herabzudrücken und so die Form prismatisch, convergent oder
divergent zu machen, wodurch die Reibung des Kohlenstranges in derselben und damit
auch der Druck, welchem die Kohle ausgesetzt wird, regulirt werden kann. Die
Preſsform ist mit einem Futter versehen, dessen innerer Querschnitt der meist
gebräuchlichen Form der Kohlenziegel entspricht. Im Untertheile liegt zunächst ein
starker Schmiedeisenkeil, welcher nach der Seite des Preſsstempels hin sich mittels
eines Vorsprunges gegen den Guſskörper stützt, und auf diesem Keile das eigentliche
Futter, die sogen. Schwalbung, bestehend aus sauber geschliffenen Hartguſsplatten,
welche durch eine Nase des Schmiedeisenkeiles am Austrittsende festgehalten werden.
Ganz ebenso ist das Futter im Deckel der Form angeordnet. Die beiden Seitenflächen
der Form sind gleichfalls durch mit Stahlplatten belegte Schmiedeisenkeile gebildet.
Noch ist zu erwähnen, daſs die untere und obere Schwalbung aus je 3 Stücken besteht,
welche ein leichtes gegenseitiges Auswechseln gestatten. Dies ist in so fern von
Wichtigkeit, als sich die hinteren Stücke, zwischen denen der Preſsstempel arbeitet,
viel schneller abnutzen als die vorderen und daher zweckmäſsig gegen diese
ausgewechselt werden können.
Die Zuführung der getrockneten Kohle in die Form erfolgt aus einem über der letzteren
aufgehängten Rumpfe, welcher oberhalb mit einem gröſseren Sammelraume in Verbindung
steht, unterhalb sich in einem bis auf den Preſsstempel herniederreichenden und
denselben möglichst dicht umschlieſsenden Zulaufrohre fortsetzt. Die Regulirung des Zulaufes erfolgt
durch eine im Zulaufrohre angeordnete Speise walze, welche von der
Steuerungsvorgelegewelle mittels eines Schnurtriebes Bewegung erhält. Diese
Vorgelegewelle, welche mittels einer Kröpfung den Schieber der Dampfmaschine
steuert, erhält ihre Drehung von der Hauptwelle aus durch zwei Stirnräder aus Stahl
von je 66 Zähnen.
Die Grundplatte der Presse ist äuſserst massig gehalten, wogegen der mit ihr
verschraubte Grundrahmen der Dampfmaschine hohl gegossen ist.
Der um die Brauchbarmachung der so genannten Exter'schen
Presse hochverdiente Ingenieur R. Jacobi in Zeitz hat
ein Patent (* D. R. P. Kl. 80 Nr. 21478 vom 11. Juni 1882) auf eine anscheinend
bedeutsame Verbesserung solcher Pressen genommen. Von der Thatsache ausgehend, daſs
die zweckmäſsigste Temperatur der zu pressenden Rohstoffe von der Art derselben,
namentlich von derjenigen des Bitumens abhängt, daſs eine zu hohe Temperatur einen
Theil des Bitumens verdunstet, während eine zu niedrige Wärme dasselbe nicht
genügend an die Oberfläche der einzelnen Körperchen bringt, um das Zusammenballen zu
vermitteln, fordert R. Jacobi für die Ingangsetzung der
Maschine das Anwärmen der Form, später aber künstliches Kühlen derselben, indem
vermöge der gewaltigen Reibung, welche an den Wänden der sich schwach verjüngenden
Form stattfindet, diese während des Betriebes sich erheblich (bis 180°) erwärmt. Die
entsprechend hohe Erwärmung der sich bildenden Kohlenziegel führt nicht allein zum
Verluste einer gewissen Menge des Bitumens, sondern schädigt auch das gute Aussehen
der Kohlenziegel. Sobald diese die Presse verlassen, dehnen sich nämlich die Dämpfe
der Kohlenwasserstoffe aus, lockern hierdurch das Gefüge der Ziegel und bringen
Abblätterungen hervor.
Jacobi will nun in den Wandungen der Form Kanäle
aussparen, durch welche – je nach Umständen – Dampf oder kaltes Wasser geleitet
wird, um die Temperatur der Form innerhalb der nöthigen Grenzen zu erhalten. Fig.
4 bis 7 Taf. 15
versinnlichen die betreffende Anordnung für neue Pressen, und zwar ist Fig.
4 eine Hinteransicht der Form, Fig. 5 ein
Querschnitt, Fig. 6 ein
senkrechter und Fig. 7 ein
wagrechter Längenschnitt derselben.
In das Deckelstück F sind drei der Form parallele Löcher
r gebohrt, welche an ihren geschlossenen Enden
(vgl. Fig. 7) mittels einer Querbohrung in Verbindung gesetzt sind. Hinter der
Form befindet sich eine T-förmige Röhre g (Fig.
4), deren eine Schenkel mit der Dampfleitung verbunden, während der zweite
an die Wasserleitung angeschlossen ist und der dritte mit Hilfe der Krummröhre a die Verbindung mit der mittleren Bohrung r herstellt. Der Dampf bezieh. das Kühlwasser
durchströmt nun in leicht zu übersehender Weise die drei Bohrungen r des Deckels F und
gelangt sodann mit Hilfe der Röhrchen c in die
Bohrungen o, welche zu beiden Seiten der Form (vgl. Fig. 5 und
7) im Gehäuse derselben angebracht sind. Endlich führen die Röhrchen d (Fig. 4 und
6) den Dampf oder das Kühlwasser in die Bohrungen o, welche unterhalb der Form im Formgehäuse sich befinden; die mittlere
dieser drei Bohrungen leitet das Wasser aus der Maschine in die Abfluſsröhre b. Auſser diesen Bohrungen sollen zum Erwärmen bezieh.
Kühlen die beiden Kammern e dienen, welche im Gehäuse
D der Form ausgespart sind. Auch wird
vorgeschlagen, die Bohrungen o statt in den Körper D in den Unter- und Seitentheilen der Form
anzubringen.
Tafeln