| Titel: | C. Dion's Verfahren und Maschine zur Herstellung von Inductionsspulen für dynamo-elektrische Maschinen. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 207 |
| Download: | XML |
C. Dion's Verfahren und Maschine zur Herstellung von
Inductionsspulen für dynamo-elektrische Maschinen.
Mit Abbildungen auf Tafel 15.
Dion's Herstellung von Induktionsspulen.
Inductionsspulen für Ringinductoren, Elektromagnete u.s.w. werden nach dem Verfahren
von C. Dion in Montreal, Canada (* D. R. P. Kl. 49 Nr.
21547 vom 24. December 1881) in der Weise hergestellt, daſs man ein flaches
Metallband, welches durch Eintauchen in ein Bleibad bis zur Rothglut erwärmt ist,
durch ein von den Mantelflächen zweier rechtwinkelig auf einander stehender
kegelförmig auslaufender Drehzapfen gebildetes Kaliber hindurchführt. Da diese Kegel
mit Aussparungen versehen sind, die während eines Theiles der Umdrehung sich decken
und das Metallband frei hindurchlassen, so wird die abwechselnde Bildung von geraden
und gebogenen Strecken der Spule ermöglicht.
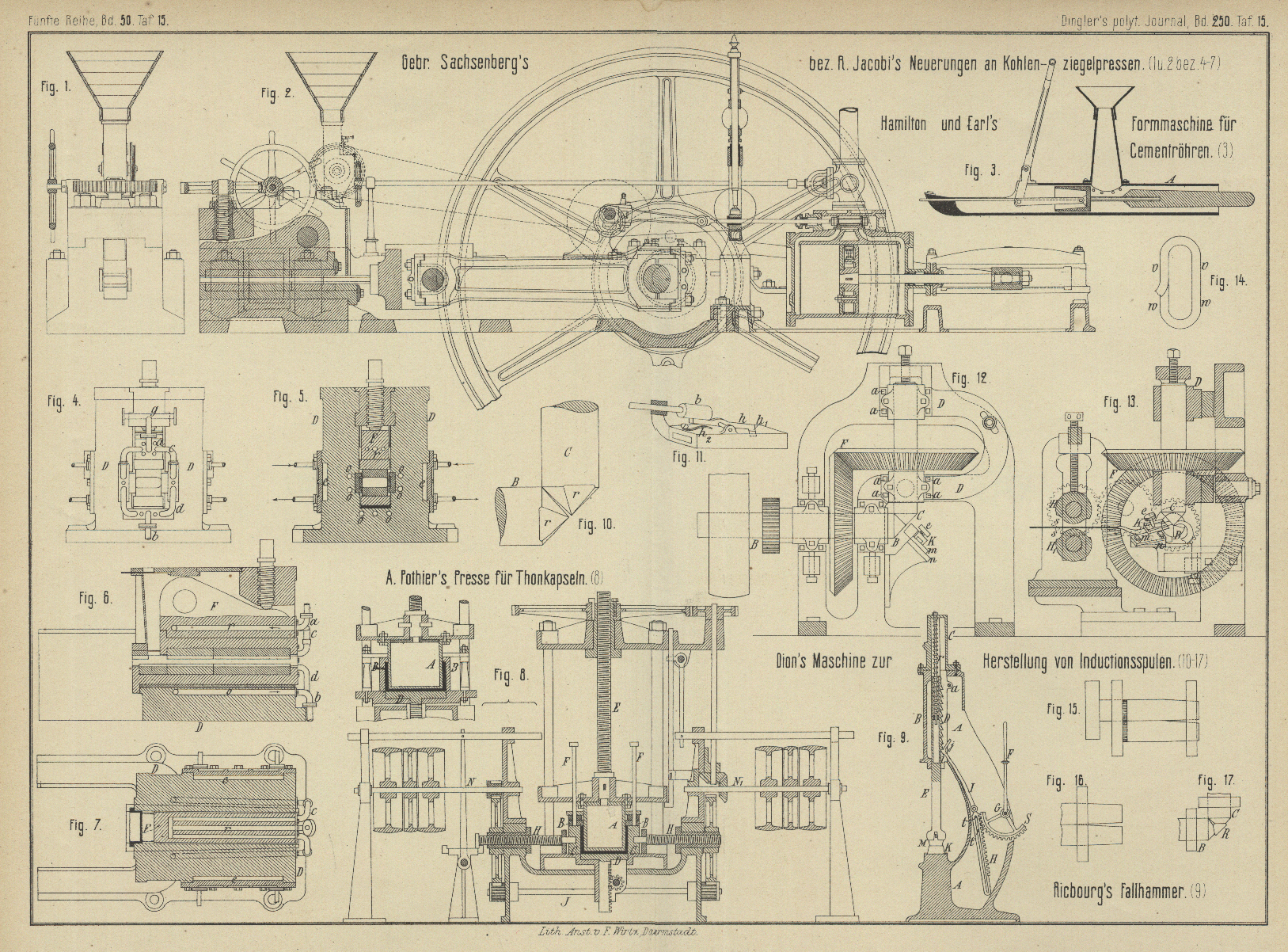
Die zur Ausführung dieses Verfahrens angegebene Maschine ist in Fig. 12 und
13 Taf. 15 dargestellt. Die beiden Drehzapfen B und C sind in der gezeichneten Weise
gelagert und erhalten mittels der Kegelräder F
übereinstimmende Bewegung. Da nun die Umdrehungsgeschwindigkeit an der Basis der
Kegelzapfen gröſser ist als an deren Spitze, so ward das zwischen dieselben
eingeführte Metallband von der Basis gezerrt und gekrümmt werden, wie dies Fig.
10 zeigt. Befindet sich das Metallband aber zwischen den erwähnten
Aussparungen r, so kann es zwischen beiden Kegelflächen
frei hindurchgeschoben werden und erhält dann keine Biegung. Den Vorschub des Bandes
während dieser Zeit besorgt ein Walzenpaar H, H1 welches ebenfalls Aussparungen s besitzt. Dieselben treten nun mit denen der
Kegelflächen derart in Wechselwirkung, daſs sie das Band frei hindurchlassen, wenn
die Kegelflächen wirksam sind und das Band krümmen, während die Aussparungen r der Kegelflächen in dem Augenblicke das Band frei
geben, wenn die Vorschubflächen der Walzen H, H1 das Band gefaſst haben und zwischen den
Kegelflächen durchschieben können. Auf diese Weise bringt die Maschine das Band in
die in Fig. 14
dargestellte Form, welche aus parallelen Windungen besteht, deren gerade Flächen vw oben und unten durch einen Halbbogen verbunden
sind.
Zwischen die Vorschubwalzen H, H1, welche ebenfalls von der Welle B aus durch Stirnräder umgedreht werden, und die
Kegelzapfen B und C ist
eine geeignete Führung für das Metallband eingeschaltet. Diese Führung K läſst das Band zwischen zwei Platten durchlaufen,
zwischen denen dasselbe durch eine Kopfschraube e,
welche auf eine Feder wirkt, mehr oder weniger gebremst werden kann. Das
Führungsstück selbst ist
auf einer Platte m angeordnet, welche nach zwei Seiten
auf dem schrägen Tische n verstellbar ist, so daſs eine
genaue Zuführung des Bandes in die Kegelflächen ermöglicht wird. Die Druckschraube
e muſs mit einer Vorrichtung versehen sein, welche
sie während der Bildung der geraden Strecken der Windungen löst, damit das Band dann
ohne Widerstand durch die Führung hindurch kann. Da eine solche Vorrichtung sehr
umständlich ausfallen dürfte, hat der Erfinder an Stelle derselben die in Fig.
11 dargestellte Einrichtung für diesen Fall getroffen. Die obere Wand der
Führung ist mit einer Oeffnung versehen, in welche das hakenförmig abwärts gebogene
Ende h1 eines
doppelarmigen Hebels h nach dem Inneren des
Führungskalibers durchtritt. Auf den zweiten Arm des Hebels wirkt ein Excenter b, gegen welches der Arm von einer Feder h2 stetig angedrückt
wird. Der Arm h wird demnach abwechselnd mehr oder
weniger fest gegen die Führung geklemmt.
Zu erwähnen bleibt, daſs der Zapfen C in einem
besonderen Bügelstücke D gelagert ist, welches durch
Schrauben a verstellbar mit dem Maschinenrahmen
verbunden ist.
Unter Umständen kann man die gewünschte Krümmung dem Bande auch durch die mehr oder
weniger conischen Zapfen parallel gelagerter Walzen ertheilen (Fig. 15 und
16), oder es können die Walzen B, C unter
einem rechten Winkel auf einander stoſsen und mit conischen Enden (Fig. 17)
versehen sein, welche das Metallband zwischen sich fortführen und deren Kaliber von
einem Führungsstücke R nach unten hin geschlossen
ist.
Tafeln