| Titel: | Vervollkommnungen in der Herstellung elastischer Kautschukgewebe. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 391 |
| Download: | XML |
Vervollkommnungen in der Herstellung elastischer
Kautschukgewebe.
Mit Abbildungen auf Tafel 28.
Herstellung elastischer Kautschukgewebe.
Die Kautschukfäden werden bei ihrer Herstellung in verschiedener Stärke erhalten und
müssen daher zuerst auf den erforderlichen Grad der Feinheit gestreckt und für die
Zwecke der Weberei gespult werden. Zu diesem Behufe werden die Fäden, um sie
geschmeidiger und dehnbarer zu machen, zuvor in wässeriger Potaschenlösung
angeweicht; dann befestigt ein Arbeiter das Ende eines Fadens auf einem solid
ausgeführten Haspel und dreht letzteren mit der rechten Hand, während die linke Hand
den Faden so weit zurückhält, daſs derselbe auf etwa die 6 bis 10 fache Länge
ausgezogen wird. Etwas Uebung ergibt leicht den nöthigen Druck der Finger auf den
Faden, um die gewünschte Feinheit desselben zu erhalten. Die Finger, welche den
Faden halten, sind mit Tuchkappen versehen, damit der Faden bei seinem schnellen
Durchgänge nicht einschneidet. Das Tuch, welches vorher feucht gemacht worden ist,
hat den weiteren Vortheil, seine Feuchtigkeit länger zu behalten und dadurch das
Gleiten des Fadens zu erleichtern. Reiſst der Faden, oder ist derselbe verbraucht
und ein neuer anzuschlieſsen, so verbindet der Arbeiter die beiden Enden, indem er
sie gut abgetrocknet schräg durchschneidet, sodann die Schnittflächen stark auf
einander drückt und die Verbindungsstelle zwischen den Fingern rollt. Die erlangte
Verbindung ist vermöge der starken Adhäsion eine vollkommen gute und zudem nicht
auffallende. Der Faden, welcher in der erlangten Feinheit auf den Haspel gewunden
ist, verliert seine Spannung nach einem 36 bis 48 Stunden dauernden Verbleiben auf
demselben. Man kann ihn darauf nach Belieben spulen. Die Spulen werden vorher
abgewogen und, wenn der Arbeiter glaubt, daſs er ein bestimmtes Gewicht
Kautschukfäden auf die Spule gebracht, wiegt er letztere ab und wiederholt, bis er
das gewünschte Gewicht erreicht hat. Ein Zählwerk des Spulrades gibt dabei die
aufgespulte Länge an. Der Verkauf dieser Kautschukfäden geschieht gewöhnlich nach
Nummern und besagt Nr. 1, daſs 100m auf 0k,5, Nr. 2, daſs 200m auf 0k,5 gehen, u.s.f. Die meist
verwendete Nummer ist Nr. 35. Um nun den aufgespulten Kautschukfäden ihre
Elasticität wieder zu geben, genügt es, sie einer Temperatur von 60 bis 70°
auszusetzen.
Die Kautschukgewebe sind immer schmal und ihre Herstellung erfolgt deshalb auf
Stühlen, welche denen zum Weben von Band ganz ähnlich sind. Die Kautschukfäden
werden, damit sie ihre Elasticität dem Gewebe mittheilen, als Kettenfäden angewendet
und durch die anderen Kettenfäden (Ober- und Unterkette) vollkommen gedeckt. Beim
Weben ist stets die Hauptsache, daſs die Kautschukfäden ihre im Gewebe einmal angenommene Lage nicht
wieder verlassen und zurückspringen, wenn das Gewebe zerschnitten wird; ihre
Verschlingung muſs also eine gute sein. Schniewind und
Schmidt in Biberfeld (Erl. * D. R. P, Kl. 86 Nr. 4157 vom 8. März 1878)
suchen dies durch eine veränderte Fadenanordnung zu erreichen, welche darin besteht,
daſs eine zweite Bindekette eingelegt wird, deren Fäden unmittelbar neben den
Gummifaden liegen und diese, indem sie dieselben decken, auch festhalten.
Ein anderes Verfahren ist im Génie civil, 1883 Bd. 3 S.
304 beschrieben. Während bisher die Kautschukfaden immer in den Litzen eines
gewöhnlichen Harnisches laufen und durch die wiederholte Ausdehnung bei der auf
einander folgenden Fachbildung öfters reiſsen, bleiben hier die Kautschukfäden ganz
frei und glatt im Gewebe und werden nur durch einen dritten Faden, der auch aus
Kautschuk oder anderem Materiale bestehen kann, umschlungen und so mit dem Gewebe
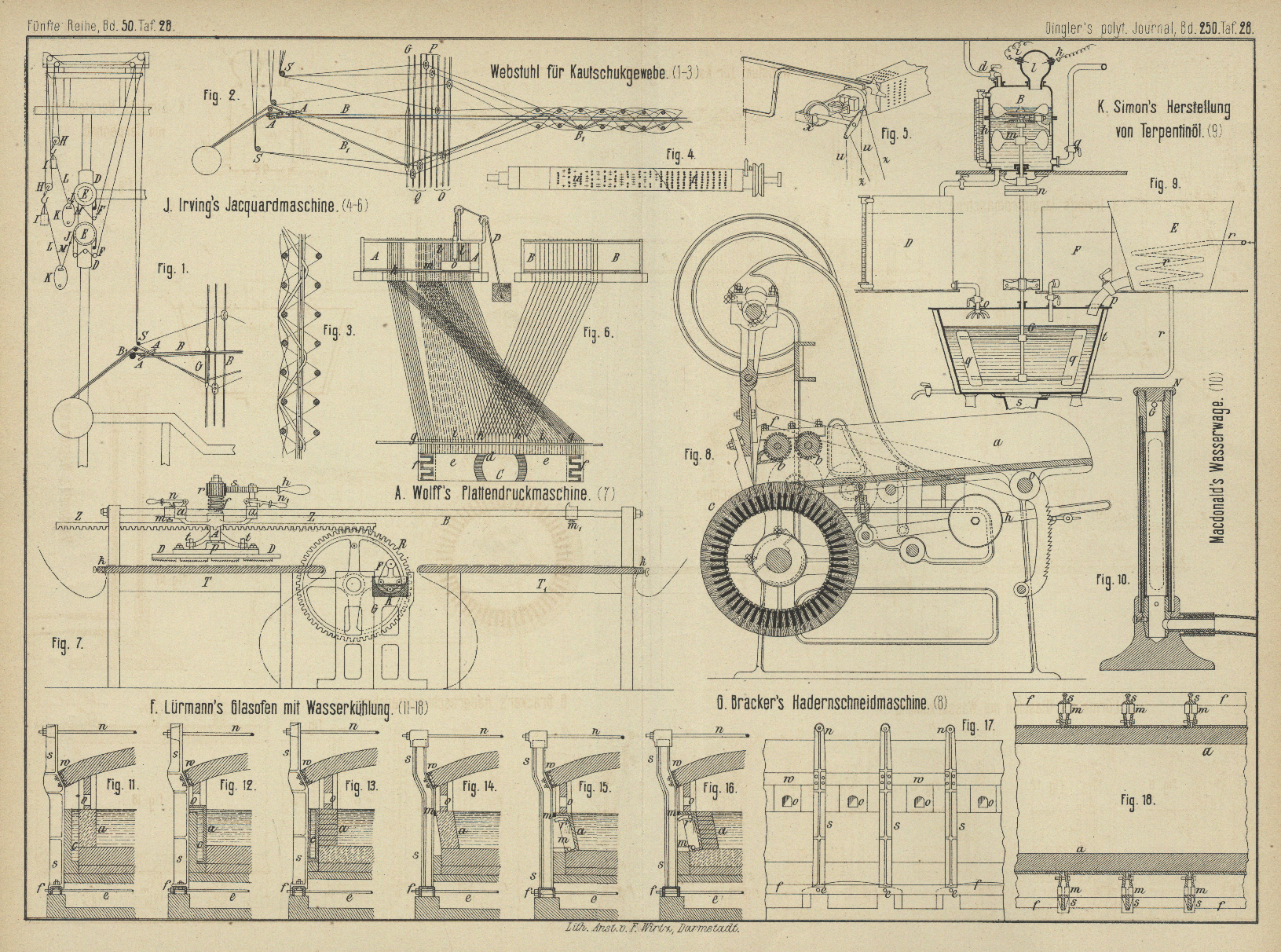
fest verbunden. Fig. 3 Taf.
28 veranschaulicht diese Verbindung. Die Kautschukfäden B (Fig. 1 und
2) laufen durch die beiden durchlochten Schienen A, denen durch einen beliebigen Mechanismus eine gegen einander gerichtete
seitliche Bewegung ertheilt wird. Der dritte Bindungsfaden B1 ist in dem Auge einer Nadel G geführt, welche mit ihrem oberen Ende in einer langen
Litze befestigt ist. Die Länge der Litze gestattet den durch dieselbe zu beiden
Seiten der Nadel hindurchgefühlten Kautschukfäden B,
bei der Fachbildung in gestreckter Lage zu verharren. Befindet sich die Litze in
gehobener Stellung, so werden die beiden Fäden B durch
die Schienen A jedesmal unterhalb der Nadel über
einander verschoben, so daſs beim Niedergange der Nadel G der Faden B1 auf die oben erwähnte Art mit den Fäden B
verschlungen wird.
Die Spannung der Kettenfäden muſs sehr genau regulirt sein und wird in folgender
Weise bewirkt: Wie beim Bandwebstuhle werden die Kettenfäden, welche auf den im
Rahmen D lagernden Spulen E aufgewickelt sind, über entsprechend angebrachte Leitrollen nach den mit
Gewichten I beschwerten Spannrollen geführt und
gelangen von diesen über die Leitrollen und die Sperrstäbe S zu dem Harnische. Die Litzen P sind für die
Oberkette, die Litzen Q für die Unterkette und die
Litzen O für die Bindungskette bestimmt. Um die Spulen
E sind Bremsbänder J
gelegt, welche an den Stäben F befestigt sind und am
anderen Ende in die an den Spannungsgewichtshaken angehängten Schnüre L auslaufen. Diese Schnüre L gehen durch Oeffnungen der Gewichtsplatten üf, welche noch durch
anzuhängende Eisen o. dgl. beschwert werden können und die Spannung des Bremsbandes
bewirken. Die Knoten M der Schnüre L halten die Platten K
auf.
Sind nun die Fäden zu stark gespannt, so werden die Gewichte I gehoben, die Platten K rutschen auf den
dadurch angespannten Schnüren L bis zum Knoten M und bei immer noch vorhandener starker Spannung
werden dann die Bremsbänder J von den Spulen etwas
abgehoben, so daſs der
Garnabzug von denselben leichter vor sich geht. Werden die Fäden schlaff, so senken
sich die Gewichte I, bis die Platten K zu denselben gerutscht sind und nun die vereinigten
Gewichte gleichzeitig auf die Spannrollen H und
Bremsbänder J wirken.
Tafeln