| Titel: | Ueber Neuerungen an Kokesöfen. |
| Autor: | F. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 521 |
| Download: | XML |
Ueber Neuerungen an Kokesöfen.
(Patentklasse 10. Schluſs des Berichtes S. 461 d.
Bd.)
Mit Abbildungen auf Tafel 32 und 38.
Ueber Neuerungen an Kokesöfen.
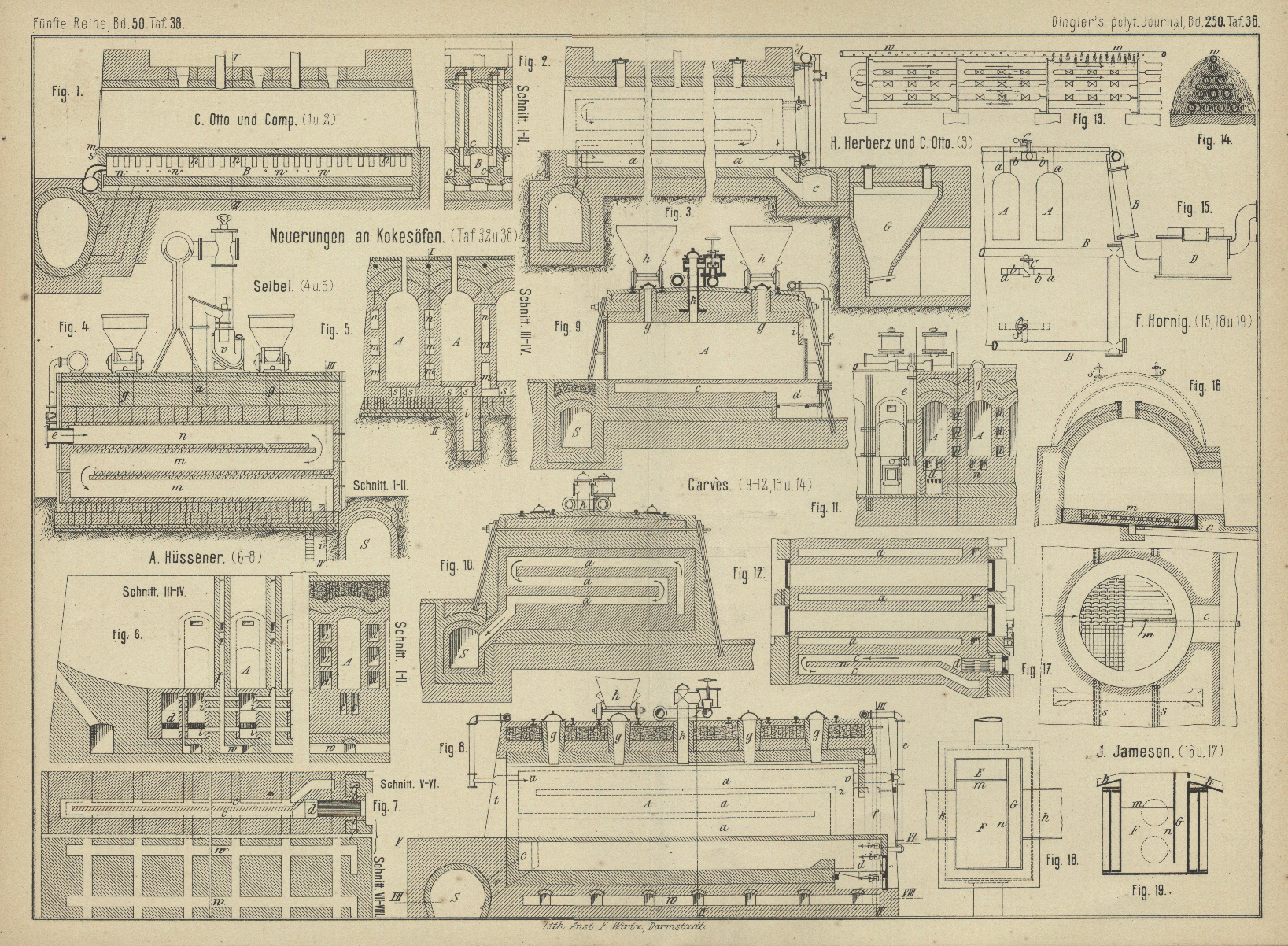
Nach C. Otto und Comp. in Dahlhausen a. d. Ruhr (* D. R.
P. Nr. 20908 vom 10. Februar 1882) werden, um
Verbrennungsluft nach behebigen Stellen der Sohlkanäle von Kokesöfen führen zu
können, in dem Boden, den Seitenwänden und den Gewölben der
Kokesöfen-Sohlkanäle B (Fig. 1 und
2 Taf. 38) kleine Kanäle c ausgespart. Die
Mündung m zur äuſseren Luft wird durch einen Stopfen
s verschlossen, durch dessen mehr oder weniger
weites Hineinschieben die Menge der einzuströmenden Luft regulirt werden kann. Die
Mündungen n nach dem Sohlkanale hin können bei den
verschiedenen Luftkanälchen an verschiedenen Stellen des Sohlkanales liegen, so daſs
durch das Oeffnen mehrerer Luftkanälchen die Luft an verschiedene Stellen des
Sohlkanales gelangt und somit eine groſse Verkeilung der Verbrennungsluft
stattfindet. Läſst man also bei Kokesöfen deren Gase, nachdem sie zur Theer- und
Ammoniakgewinnung benutzt sind, wieder unter den Sohlkanal (vgl. 1883 248 * 209) zur Verbrennung und Heizung zurückgehen, so
bietet die vorliegende Construction die Möglichkeit, die Verbrennung dieser Gase nicht nur
vorn im Sohlkanale, sondern an jeder beliebigen Stelle desselben vorzunehmen.
Die Kokesöfen mit Gewinnung der Nebenproducte, deren
gereinigte Destillationsgase zur Verkokung benutzt werden, sind meistens mit einem
an jedem Ofen befindlichen Hilfsroste versehen, auf welchem immerfort ein Feuer
unterhalten wird, einestheils um die zugeführten Gase zu jeder Zeit zu entzünden,
anderentheils um Unregelmäſsigkeiten in der Gaszuführung auszugleichen, und dann
auch noch, um die meistens nicht ausreichende Wärme der Destillationsgase zu
vervollständigen, sowie um bei Eröffnung des Betriebes die Oefen in die nöthige
Hitze zu versetzen. H. Herberz in Langendreer und C. Otto in Dahlhausen (* D. R. P. Nr. 17873 vom 5. Mai
1881) bringen nun statt dieser groſsen Anzahl Einzelfeuerungen bei einer Gruppe
Kokesöfen die geeignete Anzahl Generatoren G (Fig.
3 Taf. 38) an, führen deren heiſse Gase durch einen Kanal c in die Heizkanäle a der
Kokesöfen, wo dieselben mit den durch eine Rohrleitung d zugeführten, gereinigten, kalten Destillationsgasen und der durch die
Röhrchen e zugeführten nöthigen Luft verbrennen, oder
sie mengen diese Gase in dem Kanäle c mit den
Destillationsgasen und führen dieses Gemenge den Heizkanälen zu.
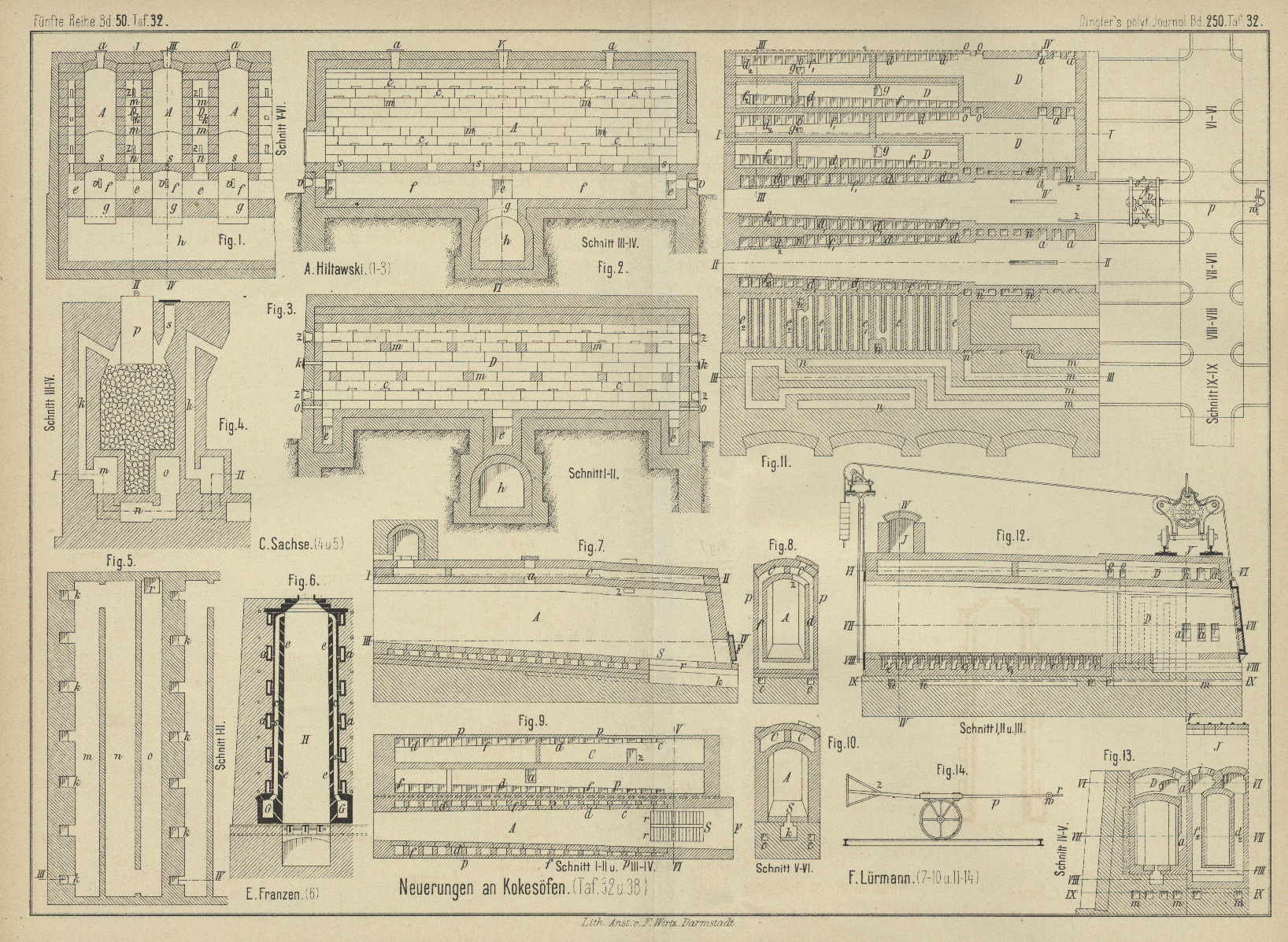
Nach einem Berichte von L. Chenul in den Annales industrielles, 1883 S. 369 glaubt Seibel in Campagnac mittels des in Fig. 4 und
5 Taf. 38 dargestellten Kokesofens aus
Kohlen, welche bei der Tiegelprobe nur 64 Proc. Kokes ergeben, eine Ausbeute von 73
Proc. erhalten zu können. Die Oefen A sind 6m lang, 0m,7
breit und 1m hoch und werden durch Oeffnungen g mit 5t Kohlen
beschickt. Die entwickelten Gase entweichen durch die mitten im Gewölbe angebrachte
Oeffnung a zu einer gemeinschaftlichen Vorlage v, werden in bekannter Weise von Theer und Ammoniak
befreit und treten bei e in die Kanäle n, wo sie mit gleichzeitig zugeführter Luft verbrennen,
um die zur Verkokung erforderliche Hitze zu geben. Die Verbrennungsgase durchziehen
die Kanäle m, dann die Sohlkanäle s und entweichen bei i in
den Sammelkanal S. Bei den Kokesöfen in Campagnac wird
ein Theil des so gereinigten Gases abgesaugt und zur Beleuchtung, sowie zur Heizung
des Dampfkessels verwendet.
Der Ofen ist danach nicht wesentlich verschieden von der Carvès'schen (vgl. * S. 524 d. Bd.) oder der Semet und Solvay'schen Anordnung (1883 248 * 212). Die Angabe, daſs dadurch eine um etwa 10
Proc. höhere Ausbeute erzielt werde, daſs die Verkokung der Beschickung von oben
beginnt und die in den unteren Schichten entwickelten Gase in den darüber lagernden
Kokes Kohlenstoff ablagern, – ein Prozeſs, der übrigens bei allen Kokesöfen mehr
oder weniger stattfindet, – ist zu hoch gegriffen.
Die Neuerungen in der Anlage von Kokesöfen werden von
A. Hüssener in Stahl und
Eisen, 1883 S. 397 eingehend besprochen.
Danach hält Lürmann selbst zur Verkokung in seinen Oefen
(vgl. * S. 462 d. Bd.) eine Mischung von mageren und gut backenden Fettkohlen, d.h.
eigentlichen Kokeskohlen, für besonders geeignet. In Kohlscheid bei Aachen wurden
auf den Zechen der Vereinigungsgesellschaft des
Wurmrevieres in 9 kleinen Lürmann'schen Oefen
von August 1882 bis Ende März 1883 Mischungen von 50 Proc. Kohlscheider
Anthracitkohle und 50 Proc. westfälischer Fettkohle und zwar 4573t,45 Kohlen zu 3660t,5 Kokes verarbeitet, entsprechend einer Kokesausbeute von 80 Proc. Auf
Kaisergrube bei Gersdorf in Sachsen sind 13, auf
Gewerkschaft Carl Otto zu Adelenhütte bei Köln 10 Lürmann'sche Oefen gebaut. Die Oefen zu Kohlscheid
haben 0,3 bis 0m,5 Anfangsbreite, 1m Höhe und 9m
Länge, während die Oefen zu Kaisergrube bei Gersdorf und zu Herne, bei sonst
denselben Gröſsenverhältnissen nur 6 bis 7m lang
sind. Die Oefen der Gewerkschaft Carl Otto haben 0,5
bis 0m,65 Anfangsbreite, 1m,5 Höhe und 10m
Länge; jeder derselben soll täglich 3t Kohlen
verarbeiten.
Es ist anzunehmen, daſs auch Gas- und Gasflammkohlen in den Lürmann'schen Oefen zu brauchbaren Kokes verarbeitet werden können,
vorausgesetzt, daſs die Pressung, welche die Beschickung erfährt, kein Hinderniſs
gegen die vollständige Entgasung dieser in Westfalen sehr gasreichen Kohlensorten
bildet. Würden die Kokes in Folge der Pressung auch fest genug werden, um nach
dieser Richtung hin Kupolöfen und Hochöfen zu genügen, so könnten bei
unvollständiger Entgasung die in den Kokes verbliebenen theerigen Rückstände zu
Oberfeuern und bei den Kupolöfen auſserdem zu unbequemen Belästigungen der an den
Gichten beschäftigten Arbeiter Veranlassung geben. Auf Mont
Cenis, Gasflammkohlenzeche bei Herne in Westfalen, waren zur Verkokung von
Gasflammkohlen 10 Lürmann'sche Oefen bis vor kurzer
Zeit im Betriebe; die Kokes genügten nicht, angeblich in Folge zu groſser Unreinheit
der nicht gewaschenen Gasgruskohlen; aus diesem Grunde sollen die Oefen auſser
Betrieb gesetzt sein.
Man hat in Kohlscheid beobachtet, daſs beim Ziehen der Kokes ohne Ausfahrmaschine
Zerkleinerungen derselben vorgehen, daſs mit den garen Kokes unvermeidlich Stücke
von weniger befriedigender Gare beim Ziehen mit unterfallen und daſs die Aushaltung
von garen und ungaren Stücken nicht unwesentliche Arbeitslöhne verursachen. Ferner
erachtet man die bisherige Weise der Austragung der Kokes als wenig vollkommen;
hierdurch würden bei einer Groſsanlage von etwa 100 Oefen, wie sie bei anderen
Constructionen nicht selten sind, unvermeidlich mehr Arbeitslöhne nöthig werden.
Während bei den üblichen Oefen neueren Systemes mit Längsachsen ein Maschinist und 2
Zieher genügen, um in 5 bis 8 Minuten einen Ofen mit 4t Kokesfüllung zu entleeren und die letztere zu löschen, seien bei dem Lürmann'schen Ofen in bisheriger Austrageweise dieselbe
Zeit und mindestens 2 Mann für 2t Kokes nöthig:
hierin liege ein
erschwerender Umstand zur Errichtung von Lürmann'schen
Oefen in Groſsanlagen. Hoffentlich wird dieser Nachtheil durch die neu in Riemke
vorgesehene Ausfahrmaschine (vgl. * S. 464 d. Bd.) beseitigt werden.
Die eigentlichen, gut backenden Kokeskohlen sind ohne Mischung mit magerer Kohle von
den Lürmann'schen Oefen ausgeschlossen, weil ihre
Entgasung und Kokesbildung schnell vorgeht und diese mit einer starken Ausdehnung
der Masse verbunden ist. Trotzdem ist der Lürmann'sche
Ofen als Fortschritt zu begrüſsen und für gewisse Kohlen als das geeignetste
Hilfsmittel zu ihrer besseren Verwerthung anzusehen.
Mit einem Ofen von Sachse (vgl. * S. 462 d. Bd.) während
32 Tagen angestellte Versuche ergaben:
Mit
Belastung:
Gesammtkokes
65,81%,
davon
80,62%
Stückkokes
19,37%
Lösche,
Ohne
„
„
64,50
„
69,06
„
30,94
„
Groſse Schwierigkeiten entstanden durch das Brechen der Steine. Ob wegen dieses
Umstandes die Sache Nutzen für die Praxis haben wird, läſst Bergrath Sachse dahingestellt sein; jedoch hält er die
Voraussetzung, von welcher er bei den Versuchen ausging, hohe Temperatur und
Belastung der Beschickung, durch die Versuchsresultate erwiesen. Der Lürmann'sche Ofen dürfte für die Orzeschen-Kohlen ein
sehr geeigneter Verkokungsapparat sein.
Der älteste Kokesofen mit Gewinnung der
NebenproducteVgl. G. Lunge: Industrie der
Steinkohlentheerdestillation, 1882 S. 13. ist nach Hüssener von Knab (1859
154 * 97) erbaut und hatte nur Sohlenheizung. Carvès (vgl. Wagner's
Jahresbericht, 1863 S. 753), unter dessen Leitung bei St. Etienne 88 Knab'sche Oefen gebaut wurden, welche jedoch 1879 nicht
mehr im Betriebe waren, führte dazu die Wandheizung ein. Nach seinen Verbesserungen
wurden allmählich in den J. 1866 bis 1873 53 Oefen zu Bessèges (Dep. Gard) und im J.
1879 zu Terre-Noire bei St. Etienne 100 Oefen in Betrieb genommen. Im Anfang der
70er Jahre, bei dem fabelhaften Steigen der Kokespreise, wurden auf Veranlassung
eines Hauptactionärs der Pariser Gascompagnie auf den Pariser Gasanstalten zu Ivry
und La Vilette Verkokungsapparate nach Knab's System
errichtet, hauptsächlich zu dem Zwecke, aus backenden Kokeskohlen Schmelzkokes zu
erzeugen. Die Sohlen wurden von der Hand gefeuert, und die Destillationsgase von den
Apparaten der Leuchtgasfabrikation aufgenommen; die gereinigten Gase wurden mit als
Leuchtgas verwerthet. Die Oefen erhielten den Namen Pauwells- und Dubochet-OefenDa bereits im J. 1854 50 Dubochet'sche Kokesöfen
bei Saarbrücken im Betriebe waren, so scheinen diese doch älter zu sein als
die von Knab.; zu La Vilette
bestehen dieselben heute nicht mehr (vgl. 1856 142
* 414. 1861 160 394).
Die zur Zeit in Bessèges betriebenen Carvès'schen Oefen,
welche ausführlich im Bulletin de la Société de l'industrie
minerale, 1880 Bd. 9. Vorkommen des Titelblattes hier ist ein Bindungsfehler des Druckexemplars.
S. 283 beschrieben sind,
wurden nach mehrfachen Versuchen nur 0m,6 breit
gebaut. Ueber der kleinen Rostfeuerung d (Fig.
9 bis 12 Taf. 38)
mündet das Rohr e, welches die bei der Verkokung
gebildeten Gase, nach Abscheidung des Theeres und Ammoniakwassers zuführt. Die
Verbrennungsgase gehen durch den Kanal c unter der
Ofensohle um die Zunge n herum, steigen dann aufwärts
bis zu dem obersten der drei in den Zwischenwänden liegenden Züge a und gehen durch diese nach unten in den zum
Schornsteine führenden Kanal S. Die einzelnen
Verkokungsräume A werden durch Oeffnungen g mittels Wagen h gefüllt;
die gleichmäſsige Ausbreitung der Füllung geschieht mittels einer durch Oeffnung i eingeführten Krücke. Die entwickelten flüchtigen
Producte entweichen durch Rohr k, gehen dann durch eine
Anzahl liegender Rohre (vgl. Fig. 13 und
14 Taf. 38), die durch ein Siebrohr w mit
Wasser berieselt werden, und darauf durch Scrubber, um von Theer und Ammoniak
befreit durch Rohr e in den Verbrennungsraum geführt zu
werden.
Den Bemühungen Hüssener's und K.
Möller's ist es wesentlich zu verdanken, daſs in Westfalen ein Versuch im
groſsen Maſsstabe mit diesen Oefen gemacht wurde, welcher die Gründung der Actiengesellschaft für Kohlendestillation in Essen und
den Bau von 50 Carvès'schen Oefen bei Gelsenkirchen zur Folge hatten.
Bei diesen von Hüssener verbesserten Oefen gelangt die
Beschickung durch 4 Oeffnungen g (Fig. 6 bis
8 Taf. 38) in den Entgasungsraum A, welcher
an den Kopfenden durch 2 Angelthüren geschlossen ist und dessen Entleerung in
gewöhnlicher Weise mittels Preſsmaschine geschieht. Die Stirn der zwischen je 2
Oefen befindlichen Wände ist mit gemauerten Pfeilern t
abgestrebt, welche gleichzeitig die Kanäle vor dem Eindringen atmosphärischer Luft
möglichst schützen sollen. Die Gase werden durch den Gasfang k in die Condensations- und Waschapparate abgesaugt und durch Rohre e in den Feuerraum d
gedrückt, während die Verbrennungsgase die 3 wagrechten Kanäle a durchziehen und durch den Fuchs r in den an der Löschseite liegenden Abhitzekanal S entweichen. Das Stück am Rohre e, welches die Gase bei d
eintreten läſst, ist ein ringförmiges Doppelrohr, dessen inneres Rohr Luft zuführt,
während durch das Ringstück das Gas einströmt. Da nun bei den Carvès-Oefen die Gase nur in dem Räume d verbrannten, so wurden die Wände nicht heiſs genug,
während die Sohlen verbrannten. Pernolet (1870 197 * 411) führte daher das Gas bei v ein und heizte die Sohle ohne Gas durch Handfeuerung.
A. Hüssener führt dagegen die in den Kühlkanälen
w auf etwa 300° erwärmte Luft in den
Wandstrebepfeiler t mittels des Schachtes f hinauf, dann bei i in
den Rostfeuerraum d und bei z in den oberen Wandkanal, an beiden Stellen mit Gas gemischt;
sehlieſslich leitet er noch Gas bei u ein, wodurch der
Erfolg erzielt wurde, daſs die Rostfeuerung auſser Betrieb gesetzt werden konnte, so
daſs die Oefen lediglich durch das selbsterzeugte Gas geheizt werden.
Die Retorte der Kohlendestillations-Gesellschaft ist 9m lang, conisch, im Mittel 0m,575 breit,
1m,8 hoch. Ihr nutzbarer Raum ist 88 Procent
des Gesammtraumes und faſst je 5t,5 fein
gesiebter, trockener Kokeskohlen, 1cbm derselben
zu 690k gerechnet. Die Destillation ist seit
November 1882 in ununterbrochenem Betriebe. Anfänglich wurden fein gesiebte
Gaskohlen von Gelsenkirchen verarbeitet; die Kohlen waren verhältniſsmäſsig, weil
nicht gewaschen, zu unrein, der Absatz machte, Schwierigkeiten; auſserdem entstand
aus der Unreinheit zu viel Lösche, so daſs man es vortheilhafter fand, namentlich
auch wegen der zeitigen Preisverhältnisse, statt Gaskohlen zum gröſseren Theile
Fettkohlen zu verwenden. Die Garungsdauer, anfänglich 72 Stunden, wurde allmählich
durch richtigere Vertheilung der Gase in die Kanäle auf 52 bis 56 Stunden
heruntergedrückt. Um eine periodische Regelmäſsigkeit der Beschickungen und
Entleerungen der Retorte zu erreichen, erfolgen dieselben gegenwärtig innerhalb 60
Stunden für den Ofen. Das Ausbringen betrug bei:
Gaskohlen
Fettkohlen
Stückkokes
61,70 Proc.
75,0 Proc.
Kleinkokes
3,50
0,8
Lösche
9,18
1,2
Theer
2,72
2,77
Schwefelsaures Ammoniak
0,924
1,10
Der erhaltene Theer ist sehr dünnflüssig; 100k desselben ergaben 58,83 Proc. Destillate, 39,51
Proc. Pech und 1,66 Proc. Verlust, Die nähere Untersuchung des Theeres lieferte:
An Benzol, scharf mit Schwefelsäure und Natron gereinigt und
mehrfach fractionirt:
von
80 bis 100°
siedend
0,59
„
100 bis 140°
„
0,49
––––
also von 80 bis 140° siedend
1,08
Sogen. „Solvent
Naphtalin“
0,39
Phenol, scharf geringt
1,37
Rheinanthraceen nach Luck mit Schwefelsäure
0,95,
während in allen Gastheeren bisher nur höchstens 0,25
bis 0,3 Proc. gefunden wurde.
Die Rohgase haben in der Vorlage über den Oefen einen Druck von 2mm Wassersäule und eine Durchschnittstemperatur
von 75 bis 80°: die gereinigten Brenngase haben hinter den Waschern in der
Brenngasleitung durchschnittlich 90 bis 110mm
Wassersäule Druck und 15°. Die aus der Verbrennung und nach der Heizung der Retorten
entstandenen Rauchgase, im vorliegenden Falle klare Abhitze, enthielten
durchschnittlich:
Kohlensäure
8,1 Proc.
Kohlenoxyd
0,4
Sauerstoff
0,3
und verdampften nach den vorliegenden
Betriebszusammenstellungen etwa 0,91 bis 1k Wasser
für 1k in die Retorten eingebrachter Kohle. Die
Kokesgase bei den gewöhnlichen Oefen ergaben nach Untersuchungen auf der
Guſsstahlfabrik von Friedr. Krupp in Essen und der
Kokerei auf Zeche
Vollmond bei Langendreer (Westfalen) 1 bis 1k,25
Wasserverdampfung für 1k in die Oefen
eingebrachter Kohle.
Die Gaswasser, wie sie auf der Kohlendestillation bei Gelsenkirchen gleich zu
schwefelsaurem Ammoniak verarbeitet werden, enthalten bei einer mittleren Grädigkeit
von 3,5° B. durchschnittlich 1,655 Proc. Ammoniak (vgl. 1883 248 211).
R. Dixon berichtet im Iron,
1883 Bd. 22 S. 260 über die Ergebnisse von 25 Carvès-Oefen, welche bei Crook (Durham) erbaut sind. Die Anlagekosten ohne
Patentgebühr betrugen 113500 M. In 215 Tagen lieferten 7042t Durham-Kohlen 5424t,5 oder 77 Proc. Kokes, 2,8 Proc. Theer und 12,6 Proc. Gaswasser. Die
erhaltenen Kokes hatten nicht den silberartigen Glanz der in anderen Oefen erzeugten
Kokes.
Ch. Demant (Revue universelle des Mines, 1883 Bd. 13 *
S. 593) hat Versuche mit Kokesöfen von Semet (1883 248 * 212) ausgeführt. 163t gewaschener Kohlen mit durchschnittlich 11 Proc. Wasser, somit 145t trockene Kohlen lieferten 115t,34 Stückkokes, 0t,98 Kleinkokes und 1t,58 Abfall, oder
berechnet auf Trockensubstanz zusammen 114t,5,
somit 79 Proc. Ferner wurden erhalten 2719k Theer,
d.h. 18k,7 auf 1t Kohle und 265hl Ammoniakwasser. Für je
1t Kohlen berechnet sich der Werth des
erhaltenen Theeres auf 0,60 M., der des Ammoniakwassers auf 1,10 M.
Versuche zu Creusot mit Semet'schen Oefen und unter
Anwendung folgender Gemische:
I
II
Fettkohlen
62
60
Halbfette Kohlen
19
20
Anthracit
19
20
––––
––––
100
100,
deren Immediatanalyse:
Wasser
9,65 Proc.
9,75 Proc.
Flüchtige Stoffe
20,35
20,08
Asche
11,00
10,66
ergaben für je 1l trockener
Kohle:
Kokes, trocken
80,07 Proc.
79,51 Proc.
Ammoniakwasser von 1° B.
4hl,08
3hl,00
Theer
26k,9
15k,8
Nach F. Hornig in Dresden (* D. R. P. Nr. 21908 vom 16.
Juli 1882) befinden sich zur Gewinnung von Theer und
Ammoniak bei der Kokesbereitung im Gewölbescheitel der geschlossenen
Kokesöfen A (Fig. 15
Taf. 38) nahe an den Enden derselben je 2 Oeffnungen a.
Die gleichliegenden Oeffnungen von je zwei benachbarten Kokesöfen sind durch einen
Querkanal b verbunden, in dessen Mitte die
Wechselklappe C liegt, um die Oefen abwechselnd mit der
Rohrleitung B zu verbinden, durch welche die Gase
zwischen die Doppelwandungen des Theerabscheiders D
gelangen. Die in den nachfolgenden Condensatoren niedergeschlagenen Flüssigkeiten
flieſsen bei E (Fig. 18 und
19 Taf. 38) in den Theerscheider zurück und gelangen unter der
Zwischenwand m entlang in die gröſsere Abtheilung F, wo durch die Erwärmung eine schnelle und
vollständige Trennung von Theer und Ammoniakwasser erfolgt. Der Theer geht unter der
Scheidewand n hindurch nach der Kammer G und flieſst von da durch die Rinne h nach dem Theerbehälter, während das Ammoniakwasser
durch die Rinne k nach dem kleinen
Ammoniakwasserbehälter flieſst. Die Gase gehen nun durch eine Reihe Condensatoren
und Waschapparate, werden dann zur Entfernung des letzten Ammoniaks durch mit Säuren
gefüllte Gefäſse gesaugt, um schlieſslich zu den Kokesöfen zurück geleitet oder
anderen Verbrennungsstätten zugeführt zu werden.
J. Jameson (Engineering and Mining Journal, 1883 Bd. 35
S. 331) glaubt, daſs der gewöhnliche Bienenkorbofen von allen Kokesöfen die besten
Kokes liefere. Da aber die obere Schicht der erhaltenen Kokes schwammig ist, so
empfiehlt er diesen oberen Theil im Kokesöfen selbst zu verbrennen, um dadurch die
zur Verkokung erforderliche Wärme zu erzeugen, die entwickelten Gase aber
anderweitig zu verwerthen. Zu diesem Zwecke werden die in einer Reihe liegenden
Kokesöfen mittels auf Schienen s (Fig. 16 und
17 Taf. 38) laufender Wagen gefüllt. Die sich entwickelnden Gase werden
durch Schlitze im mittleren Theile m des Bodens und
darunter liegender Zweigkanäle nach unten abgesaugt und
durch Rohr c entsprechenden Condensationsvorrichtungen
zur Gewinnung von Theer und Ammoniak zugeführt. Das gereinigte Gas soll zur
Beleuchtung oder zum Betriebe von Gaskraftmaschinen verwendet werden.
Wenn es nun schon praktisch nicht leicht sein wird, die Verbrennung der oberen
Kokesschicht im Ofen auszuführen und gleichzeitig nach unten nur die
Destillationsproducte abzuführen, so ist ein weiterer Vorschlag Jameson's im Journal of the
Society of Chemical Industry, 1883 S. 114 geradezu wunderbar. Hiernach soll
man nach Abscheidung von Theer und Ammoniak die Gase in einen Ofen mit
weiſsglühenden fertigen Kokes leiten, damit sich auf diesen durch Zersetzung der
schweren Kohlenwasserstoffe Kohlenstoff niederschlage; das übrigbleibende Gas soll
dann noch zu Heizzwecken verwendet werden. Die so niedergeschlagenen Kokes sollen
sehr hart und dicht sein und wurde angeblich bei einem Versuche eine weiche, poröse
Gaskokes dadurch sehr dicht und hart gemacht, daſs dieselbe in einem Leuchtgasstrome
auf Weiſsglut erhitzt wurde.
Bei dieser Behauptung ist offenbar übersehen, daſs 100k Kohlen kaum 30cbm Leuchtgas geben und
darin nur etwa 1cbm schwere Kohlenwasserstoffe
(vgl. F. Fischer 1883 249
180), woraus sich doch wohl kaum 1k Kohlenstoff
wird gewinnen lassen, um so mehr die im ungenügend gereinigten Gase enthaltene
Kohlensäure und Feuchtigkeit eine entsprechende Menge Kohlenstoff wieder vergasen.
Berücksichtigt man die unvermeidlichen Verluste, durch Abbrand u. dg]., so kann von
einer praktischen Ausführung dieses Vorschlages nicht die Rede sein.
Nach weiteren Mittheilungen von J. Jameson im Engineering, 1883 Bd. 36 S. 255 bezieh. Iron, 1883 Bd. 22 S. 261 legt er das Hauptgewicht
darauf, daſs die Destillation und die darauf folgende theilweise Verbrennung der
Kohle von oben nach unten fortschreitet, damit die entwickelten flüchtigen Producte
möglichst rasch der hohen Temperatur entzogen würden. Die verschiedenen Kohlen
ergaben ein Kokesausbringen von nur 55 bis 69 Proc. Kokes und für 100k Kohle 0,13 bis 0k,57 Ammoniumsulfat nebst 1,8 bis 6l
Theer. Die entwickelten Gase hatten angeblich folgende durchschnittliche
Zusammensetzung:
Kohlensäure
4,22 Proc.
Kohlenoxyd
23,88
Sauerstoff
3,29
Wasserstoff
26,67
Stickstoff
41,93
Die sonstigen Angaben von Jameson, Aitkin, Steavenson
u.a. geben keine verwerthbaren Anhaltspunkte, da von keiner Kohle oder den daraus
dargestellten Kokes eine Analyse ausgeführt wurde, die Zusammensetzung der Kohlen
aber bekanntlich sehr verschieden ist. Höchst unwahrscheinlich ist auch die von Stead gemachte Behauptung, daſs unter verschiedenen
Verhältnissen erhaltene Kokes die gleiche Zusammensetzung haben.
Bei der groſsen Bedeutung, welche die Gewinnung der Nebenproducte bei der
Kokesbereitung auch für Deutschland hat, ist es sehr wünschenswerth, daſs in dieser
Richtung bald genaue vergleichende Versuche mit entsprechenden Analysen ausgeführt
werden.
F.