| Titel: | E. Wilke's Nabenbohrmaschine. |
| Fundstelle: | Band 251, Jahrgang 1884, S. 12 |
| Download: | XML |
E. Wilke's Nabenbohrmaschine.
Mit Abbildungen auf Tafel 2.
E. Wilke's Nabenbohrmaschine.
Die Nabenbohrmaschine von E. Wilke in Berlin (* D. R. P. Kl.
38 Nr. 23806 vom 3. März 1883) gestattet die Herstellung conischer und
cylindrischer Bohrlöcher und sichert den Bohrstahl gegen Schwankungen durch Führung
seiner Spindel in einer langen Hülse.
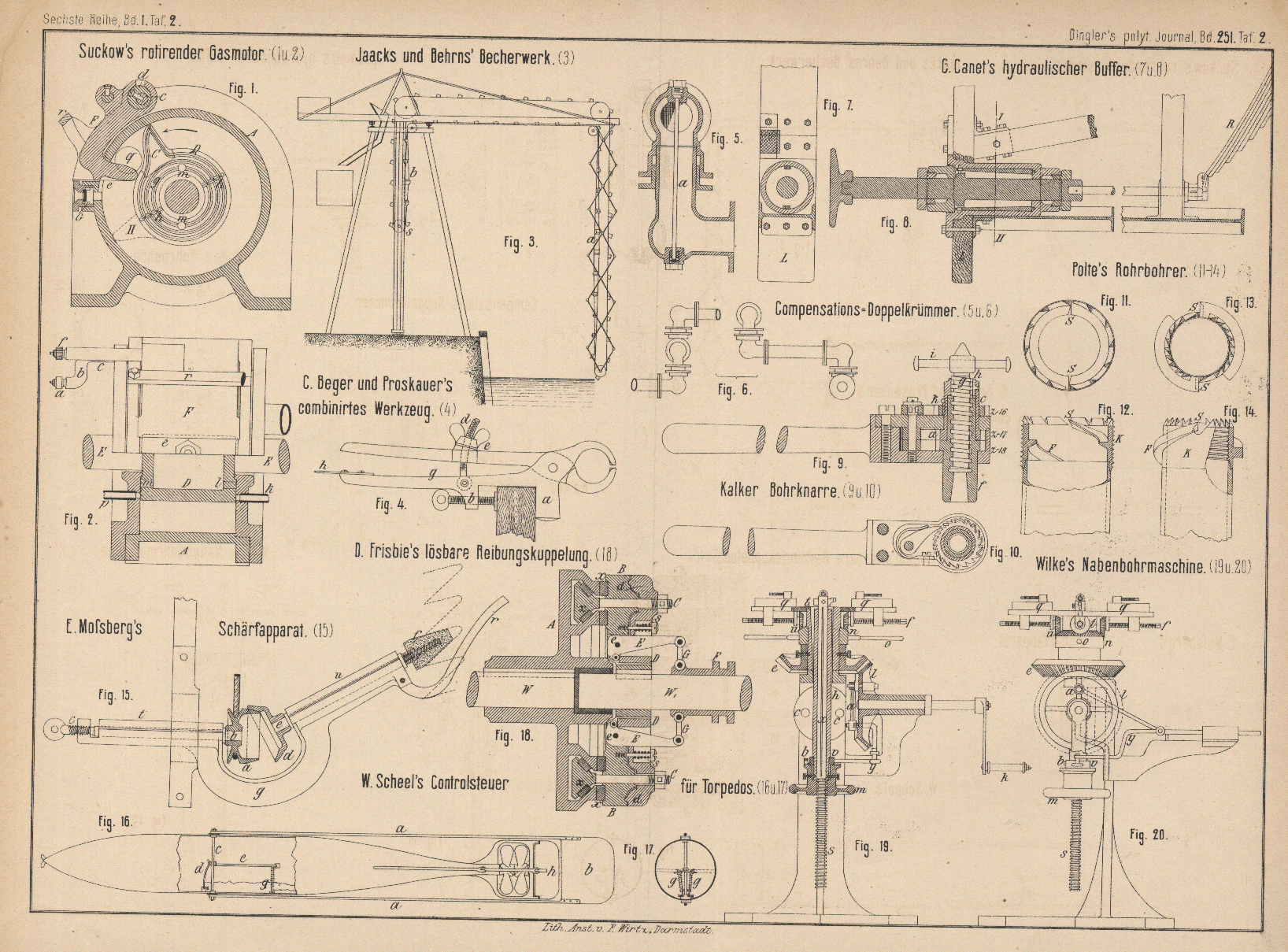
Wie aus Fig. 19 und
20 Taf. 2 zu entnehmen, wird die auszubohrende Nabe in den Klauben q eingespannt, welche durch die Verbindung ihrer
Transportspindeln f bezieh. durch den Eingriff der
Kegelrädchen u in das Kegelrad n von letzterem aus mittels des Handgriffes o
gleichzeitig-radial verschiebbar sind. Diese Einspannvorrichtung ist durch die Hülse
t mit dem Kegelrade e
verbunden, so daſs bei Betrieb des letzteren durch das von der Handkurbel k bethätigte Kegelrad l
die Einspannvorrichtung mit der Nabe sich um die Werkzeugspindel s dreht. Steht letztere, wie in der Abbildung
angenommen ist, sammt ihrer Hülse h senkrecht, so wird
ein cylindrisches Loch gebohrt. Wird jedoch die Spindel s schräg gestellt, so entsteht ein conisches Loch. Behufs ihrer
Schrägstellung ist die Spindelhülse h an einer durch
Schrauben c am Gestelle befestigten Scheibe gehalten,
so daſs sie nach Lösung derselben um den Mittelpunkt x
der Scheibe so weit gedreht werden kann, als dies die schräge Ausbohrung der Hülse
t zuläſst. Ein Zeiger läſst die Gröſse der
Schrägstellung der Bohrspindelhülse erkennen.
Der Vorschub der Werkzeugspindel s erfolgt entweder
durch das Rad m von Hand, oder selbstthätig durch ein
Hebelwerk ay und ein Gesperre b von dem Rade l aus. Zu
letzterem Zwecke ist das Handrad m, dessen Nabe als
Mutter für die Vorschubschraube ausgebildet ist, auf der oberen Fläche gezahnt, so
daſs der entsprechende vom Hebelwerk ay
betriebene Sperrkegel b das Rad m bei jeder Umdrehung des Rades l ½ mal
umdreht. Der Sperrkegel b wird von einem die Hülse h umgebenden Ringe v
geführt. Ist die Spindel völlig durchgeschoben, so wird der Sperrkegel b abgehoben und die Spindel s von Hand durch Drehen am Rade m wieder in
die Anfangsstellung zurückgeführt.
Tafeln