| Titel: | Ueber die neueren Rostschutzverfahren. |
| Fundstelle: | Band 254, Jahrgang 1884, S. 161 |
| Download: | XML |
Ueber die neueren
Rostschutzverfahren.
Mit Abbildungen auf Tafel
12.
Ueber die neueren Rostschutzverfahren.
W.
Arthur in Cowes, England (* D. R. P. Kl. 48 Nr. 27160 vorn 9. Oktober 1883) behandelt
Eisen und Stahl, um es mit einem schützenden Ueberzuge zu versehen, mit überhitztem
Dampfe und Kohlenwasserstoffen.
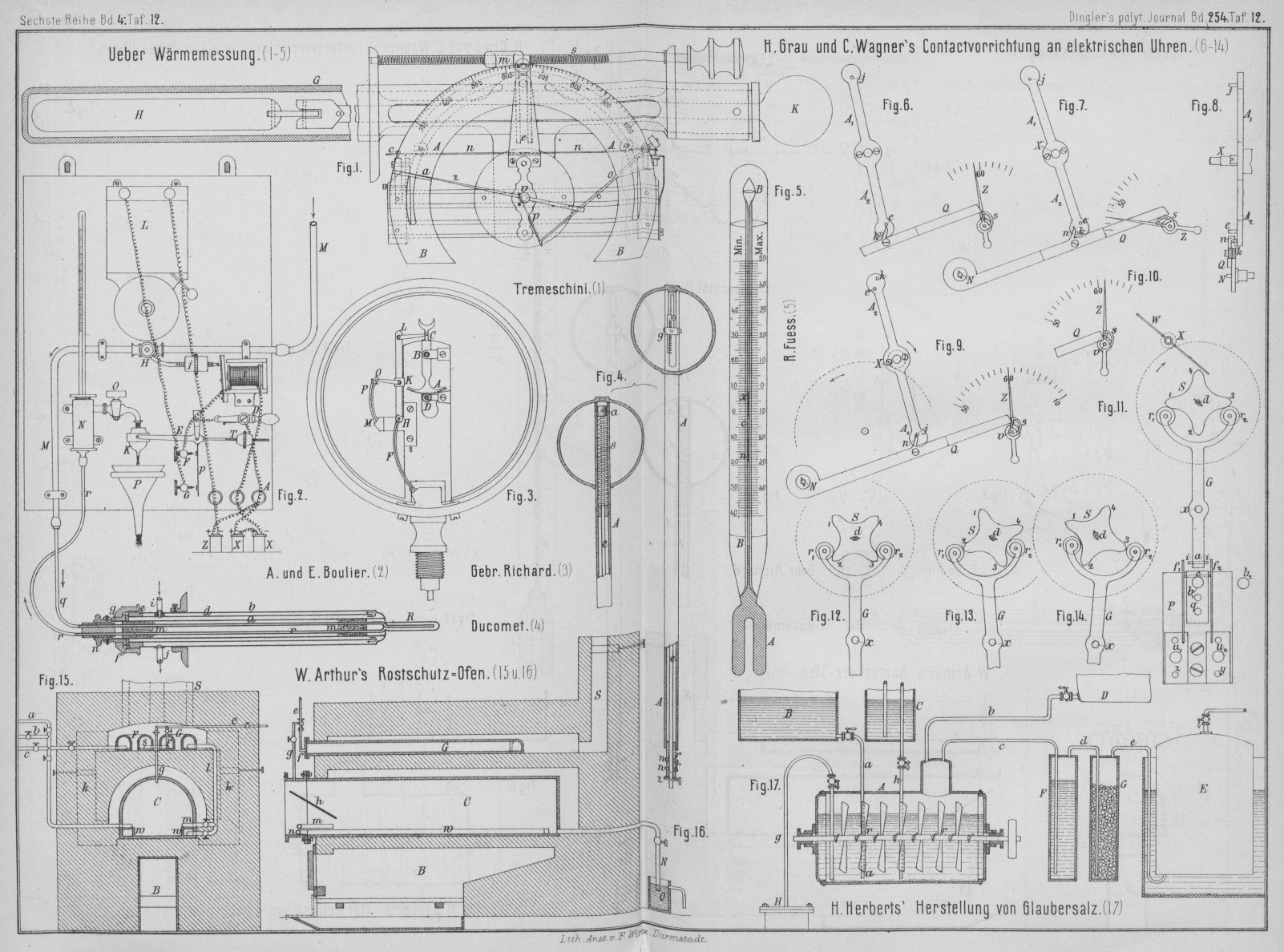
Der dazu verwendete Ofen hat über dem durch Züge k (Fig. 15 und
16 Taf.
12) mit dem Schornsteine S verbundenen Feuerraume B eine Retorte C sowie
einen Ueberhitzer F, welcher durch Rohr s mit dem Verdampfapparate G verbunden ist. Die mit einer Schutzhülle zu überziehenden Gegenstände
werden zunächst durch Waschen, Reiben oder Klopfen gereinigt und sodann auf einem leichten
Rahmen oder, wenn sie schwer sind, auf einer auf Rollen, Kugeln oder Walzen
laufenden Platte in die Retorte geschoben. Sobald die Stücke zur Rothglut gebracht
sind, wird durch Rohr b, Ueberhitzer F und Rohr w
Wasserstoffgas in die Retorte gelassen, welches die Oberfläche der Eisenstücke von
allen noch etwa vorhandenen Unreinigkeiten säubern und so für die Einwirkung der
späteren Gase und Dämpfe vorbereiten soll. Hierauf wird der Wasserstoffgasstrom
abgestellt und nun durch Rohr c, Ueberhitzer F, Verdampfapparat G und
Röhren l sowie m Dampf in
die Retorte gelassen, unter dessen Wirkung die Eisenoberfläche sich mit einer
Oxydschicht überzieht. Aus einem Behälter wird Erdöl u. dgl. durch Rohr e und f nach dem
Verdampfapparate G geführt und gelangt von da aus in
Dampfform zusammen mit dem überhitzten Dampfe ebenfalls durch Rohr l und m in die Retorte.
Hier wirkt der Kohlenwasserstoff auf die bereits oxydirte Oberfläche des Eisens und
bildet eine gleichmäſsige Schutzhülle, welche atmosphärischen Einflüssen, Säuren o.
dgl. widersteht und deren Härte und Dauerhaftigkeit von der Länge der Behandlung
abhängt. Man kann auch erst den Dampf, dann dampfförmige Kohlenwasserstoffe
einführen und so abwechselnd fortfahren, bis die Schutzhülle in gewünschter Stärke
erzielt ist. Oder man kann den Dampf durch das Rohr n
in das Ueberhitzungsrohr w am Boden der Retorte leiten
und Oel oder Naphta durch das Rohr g von oben her
einführen. Die Flüssigkeit fällt dann zunächst auf die geneigte Platte h, auf welcher dieselbe bereits theilweise verdampft,
während der Rest über die Schräge auf den Boden der Retorte herabgleitet und zwar so
nahe dem Vorderende, daſs eine schnelle und vollkommene Vergasung gesichert ist.
Nach Bedarf kann man auch durch Rohr a atmosphärische
Luft und durch Rohr b Kohlensäure eintreten lassen. Die
bei dem Verfahren gebildeten Gase entweichen durch das bei O in Wasser tauchende Rohr N.
Bei Ausführung des früher angegebenen Verfahrens von Bower (vgl. 1879 233 83. 1880 237 332. 1881 242 * 44. 1882
245 * 292) beträgt nach einer Mittheilung im Stahl und Eisen, 1884 S. 98 der tägliche
Kohlenverbrauch in einem Ofen, dessen Heizkammer 4m Länge bei 1m,5 Breite und Höhe hat,
etwa 1t. Es werden aber auch Heizkammern bis zu
11m Länge und 1m,8 Höhe und Breite ausgeführt. Das Verfahren eignet sich namentlich für
Guſseisen, während der von Barff (vgl. 1880 236 * 301) empfohlene
Wasserdampf vortheilhaft für Schmiedeisen verwendet
wird.
Der Preis eines Ofens stellt sich auf etwa 10000 M., kleinere
Oefen kosten 5000 bis 6000 M. Das Gewicht eines Einsatzes ist von der Beschaffenheit
der zu behandelnden Gegenstände abhängig und schwankt in den Grenzen von 300 bis
1200k, je nachdem dieselben leicht und sperrig
oder voll sind, oder ein Aufeinanderschichten in groſser Zahl gestatten. In den
beiden ersteren Fällen dauert eine Behandlung 3 bis 3½ Stunden, so daſs 6 Ladungen
in 24 Stunden ein Ausbringen von 1300k sogen.
inoxydirter Waare ergeben, während in letzterem Falle die Dauer 5 bis 5½ Stunden
beträgt und in 4 Einsätzen etwa 4800k für Ofen und
Tag erzielt werden.
Die Kosten für Löhne, Unterhaltung der Oefen und Amortisation
bleiben hierbei stets gleich, während der Kohlenverbrauch in den ersten Fällen 600,
im letzten 800k für 24 Stunden beträgt. Unter
Annahme eines Durchschnittsverbrauches von 700k
Kohlen ergibt sich folgende Kostenberechnung:
700k Kohlen, 20 M.
für 1t
14 M.
Löhne
14
Zinsen und Amortisation
8
–––––
Zusammen
36 M.
Die Selbstkosten betragen demnach bei einem mittleren
Ausbringen von 3t in 24 Stunden 12 M. für 1t
gußeisener Waaren.
Die Inoxydation schmiedeisener Stücke
ergibt ein gleiches Ausbringen; sie erfordert aber mehr Kohlen. Bei einer
Durchschnittsleistung von 3t in 24 Stunden kostet
daher die Behandlung von 1t Schmiedestücken nach
dem Barff'schen Verfahren 14,70 M.
Dieses sogen. Inoxydiren des Eisens ist weit billiger als das Verzinken; die dünne
Schicht von magnetischem Eisenoxyd ist gegen Säuren widerstandsfähiger als Zink.
Ferner können die Oefen der Gröſse der Gegenstände entsprechend hergestellt werden,
während mit dieser die Schwierigkeit der Behandlung in dem Zinkbade wächst. Auch ist
es schwierig, dieses stets gleichmäſsig flüssig zu erhalten und zu reinigen, wenn
dasselbe groſse Abmessungen erhält. Die Ausbesserungen des eisernen Kessels und des
Ofens verursachen oft empfindlich lange Betriebsstörungen. Zudem verursacht das
Verzinken eine namentlich für dünne Bleche erhebliche Gewichtsvermehrung ohne
entsprechende Erhöhung der Festigkeit und der Tragfähigkeit; die Vermehrung des
Gewichtes durch die Inoxydation ist dagegen verschwindend gering und die Festigkeit
bleibt unverändert.In dieser Hinsicht sei auf die Versuche hingewiesen, welche Prof. C. Bach zur Feststellung eines etwaigen
Einflusses des Bower und Barff'schen Rostschutzverfahrens auf die Festigkeit von Schmied- und Guſseisen in der
Materialprüfungsanstalt am Polytechnikum in Stuttgart angestellt hat. Diese
Versuche, welche in der Zeitschrift des Vereins
deutscher Ingenieure, 1884 Bd. 28 S. 507 ausführlicher mitgetheilt
sind, erstreckten sich auf 48 Guſs- und Schmiedeisenrundstäbe von nahe 20mm Durchmesser und lieferten das auch
erwartete Hauptergebniſs, daſs der Einfluſs des Rostschutzverfahrens sich
auf die Wirkungen beschränkt, welche überhaupt das Ausglühen zur Folge hat.
Hinsichtlich der Haltbarkeit der
Oberflächenschicht bei hoher Belastung wurde festgestellt, daſs
sich dieselbe an Schmiedeisenstäben durchschnittlich bei einer Spannung von
2012k/qc löste (Abspringen kleiner Blättchen), daſs dagegen bei den
Guſseisenstäben ein Lösen der Schicht selbst bei der Bruchbelastung nicht
eintrat. Danach unterliegt es wohl keinem Zweifel, daſs die
Inoxydation künftig für die meisten Anwendungen das Verzinken verdrängen wird. Auch
für Kochgeschirr soll sich das Verfahren bewähren (vgl.
Welter 1883 250 *
24).
Die Zerstörung von Alterthümern aus Eisen führt E. Krause (Industrieblätter, 1884 S. 322) auf den Einfluſs von Chlorverbindungen
zurück. Das durch den Chlorgehalt des Bodens zuerst gebildete Eisenchlorür wird
durch den aus der Luft hinzutretenden Sauerstoff höher oxydirt und durch
Zwischenstufen in Eisenoxydhydrat bezieh. in basisches Eisenchloridsalz umgewandelt.
Dieses Oxydsalz überträgt, indem es sich zu Oxydulsalz reducirt, Sauerstoff an das
zunächstliegende Eisen und bewirkt schlieſslich die Corrosion stärkerer Metallschichten.
Dieser Prozeſs wiederholt sich bis zur Zerstörung des Gegenstandes. Das bisher
übliche Tränken der Gegenstände mit Schellack, Kautschuklösung, Erdöl u. dgl. kann
den beabsichtigten Zweck nicht erfüllen, wenn nicht die Eisenchlorürlösung, welche
oft in kleinen Tropfen, sogen. Dunstperlen, an die Oberfläche tritt, entfernt wird.
Krause empfiehlt daher die eisernen Alterthümer mit
destillirtem Wasser zu behandeln, bis kein Eisen mehr in Lösung geht, dann zu
trocknen und erforderlichenfalls mit Harzlösung zu tränken.
Tafeln