| Titel: | J. J. Fontanié's Bohrmaschine. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 17 |
| Download: | XML |
J. J. Fontanié's Bohrmaschine.
Mit Abbildungen auf Tafel
2.
Fontanié's Bohrmaschine.
Bei der von Gerard in Paris
ausgeführten, in den Annales industrielles, 1884 Bd. 2 S.
797 beschriebenen „Bohrmaschine mit selbstthätigem Spindel-vorschube
und Rückgänge“ von J. J. Fontanié in Paris
(vgl. * D. R. P. Kl. 49 Nr. 30257 vom 28. Juni 1884) dringt der Bohrer so lange
selbstthätig gegen das Werkstück schnell vor und darauf
in letzteres, der beabsichtigten Spandicke entsprechend, langsam ein, bis das durchgehende Bohrloch fertig gestellt ist; nach
beendeter Arbeit geht der Bohrer ebenfalls selbstthätig wieder schnell zurück.
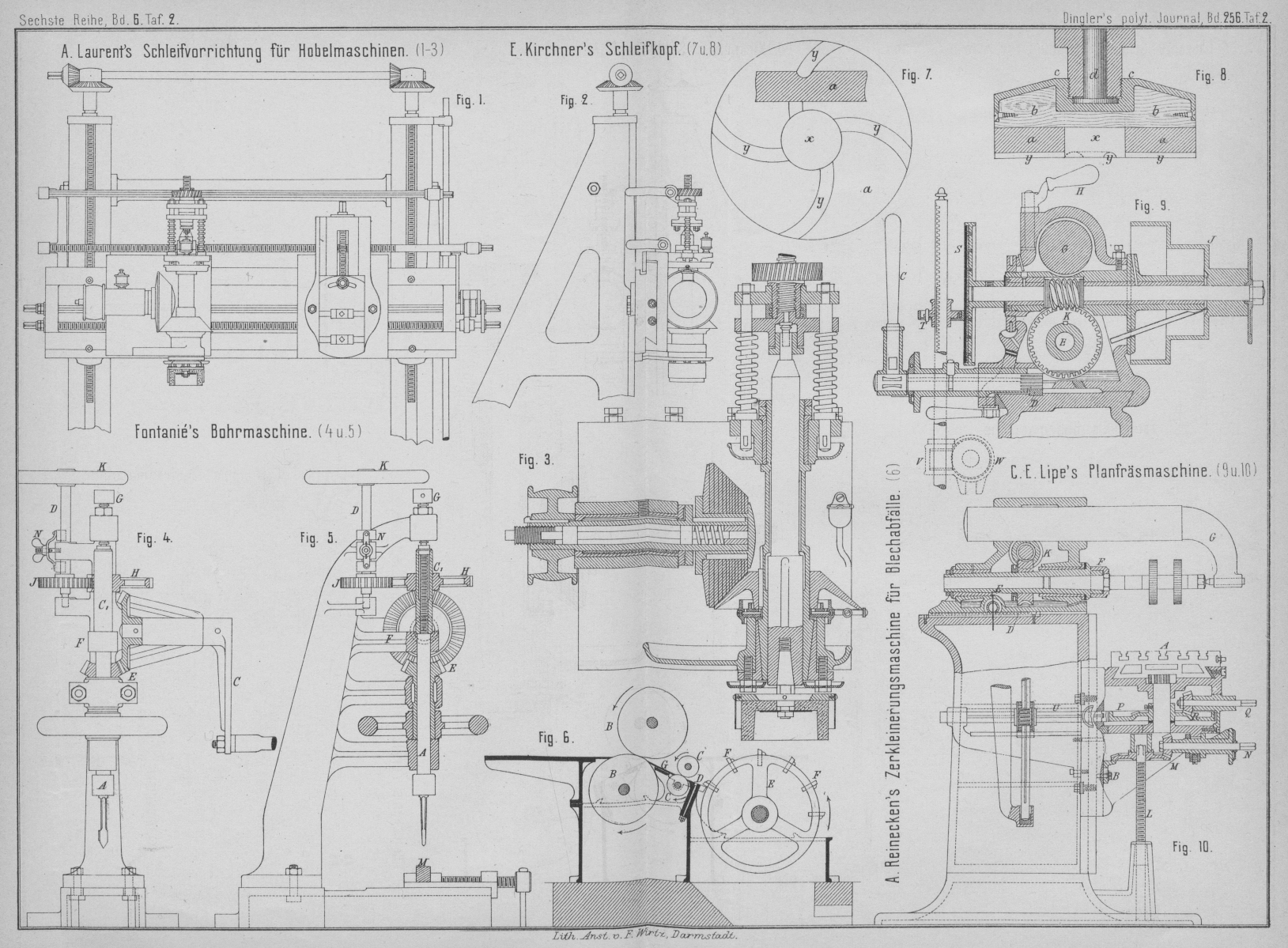
Um diese Arbeitsweise zu erreichen, ist der obere Theil der Bohrspindel A (Fig. 4 und 5 Taf. 2), welche durch
das Kegelräderpaar E von der Kurbel C aus bewegt werden kann, mit flachem Schraubengewinde
versehen; letzteres greift in die hülsenförmige Bronzemutter C1 ein, welche durch den an das
Bohrmaschinengestell angegossenen Arm F gestützt und
durch die Druckschraube G derart in ihrer Lage
festgehalten werden kann, daſs sich dieselbe, nur nach Ueberwindung eines gewissen
Reibungswiderstandes, frei um ihre Längsachse drehen kann. Auf die Mutter C1 ist das Stirnrad H festgekeilt, welches mit dem Rade J im Eingriffe steht; letzteres sitzt auf der
lothrechten Welle D fest, welche das Schwungrad K trägt und durch die Bremsvorrichtung N nach Belieben gebremst werden kann.
Die Maschine arbeitet in folgender Weise: Bei jeder Umdrehung der Bohrspindel A sinkt dieselbe um die Steigung des Spindelgewindes,
wenn der Reibungswiderstand zwischen den Gewinden nicht groſs genug ist, um die
Mutter C1 mit
fortzureiſsen. Doch von dem Augenblicke an, wo der Bohrer gegen das Werkstück M anstöſst, ruft hierauf der zwischen dem Bohrer und
dem Arbeitstücke stattfindende Druck einen Reibungswiderstand in den Gewinden der
Mutter C1 und der
Spindel hervor, welcher die erstere an der Drehung der letzteren mit theilzunehmen
zwingt. Durch die Stirnräder H, J wird alsdann auch das
Schwungrad K mitbewegt. Indem sich nun die Mutter C1 nach derselben
Richtung wie die Bohrspindel A, aber langsamer als
diese, umdreht, was entweder mittels der Bremse N oder
der Druckschraube G nach Belieben geregelt werden kann,
dringt der Bohrer entsprechend langsam so lange in das Werkstück ein, bis derselbe
das Loch durchbohrt hat.
Es ist wohl ohne Weiteres klar, daſs das Bestreben der Mutter C1 zur Theilnahme an der Drehung der
Bohrspindel A nicht nur die Einwirkung der Bremse N oder die der Schraube G
oder endlich die beider zusammen bedingt, sondern daſs dasselbe auch noch von
folgenden Umständen abhängig ist: Es wird offenbar die hülsenförmige Mutter um so
mehr von der Spindel A mitgenommen werden, je gröſser
der Druck zwischen den Gewindegängen von A und C1 ist, d.h. je
gröſseren Widerstand das Werkstück dem Bohrer darbietet, sei es in Folge der Härte
des Arbeitsmaterials, sei es wegen eines gröſser werdenden, zu bohrenden Loches.
Das kleine Schwungrad K, dessen Winkelgeschwindigkeit
wegen der von einander verschieden groſsen Zahnräder J
und H stets gröſser ist als die der Bohrspindel, regelt
einestheils die relativen Drehungen zwischen Mutter C1 und der Bohrspindel, d.h. die Spandicke
des arbeitenden Bohrers; anderentheils dient dasselbe zum Aufspeichern einer
gewissen Menge lebendiger Kraft, welche den Bohrer in dem Augenblicke vom Werkstücke
zurückzuziehen beginnt, wenn demselben in letzterem ein geringerer Widerstand
entgegengesetzt wird, wenn also die Bohrarbeit vollendet ist. In diesem Augenblicke
hört der Arbeiter die Bohrspindel zu drehen auf und es bewirkt die lebendige Kraft
von K den vollständigen Rückgang des Bohrers.
Bei dieser Bohrmaschinenart hat also der Arbeiter, wenn diese Maschine von der
Transmission aus bewegt wird, nur die richtige Einstellung des Werkstückes zum
Bohrer zu besorgen und braucht sich dann um die Arbeitsweise des letzteren gar nicht
mehr zu kümmern, bis die Bohrung vollständig fertig ist.
Tafeln