| Titel: | C. E. Lipe's Planfräsmaschine. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 19 |
| Download: | XML |
C. E. Lipe's Planfräsmaschine.
Mit Abbildungen im Texte und auf Tafel 2.
C. E. Lipe's Planfräsmaschine.
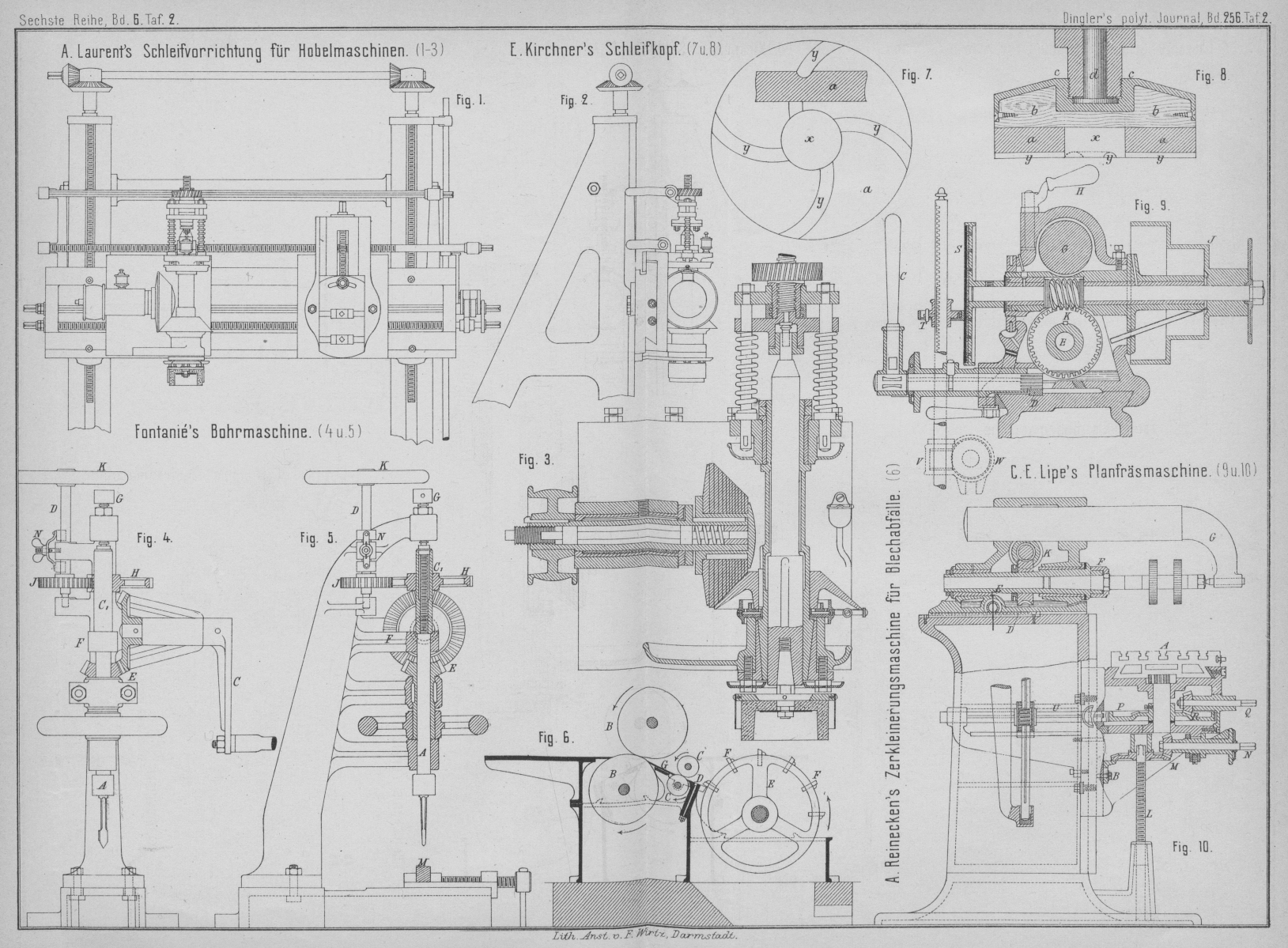
Die in Fig. 9
und 10 Taf. 2
und beistehend in perspektivischer Ansicht dargestellte Planfräsmaschine ist nach
dem Engineer, 1884 Bd. 57 S. 264
von C. E. Lipe in Syracuse, Nordamerika, hauptsächlich zur Ausführung schwererer Arbeiten für
Werkzeugmaschinen- und Locomotivfabriken construirt. Die Maschine ist dem
entsprechend schwer gebaut, mit einem groſsen Aufspanntische ausgerüstet, welcher
nach allen Richtungen hin einen langen Schnitt ermöglicht und mit solchen Schalt
Vorrichtungen versehen ist, um innerhalb dieser weiten Verschiebungsgrenzen rasch
und bequem eingestellt werden zu können.
Der Tisch A ist 1m,525
lang, 0m,37 breit und mit 5 der Länge nach
laufenden Aufspannnuthen versehen; eine sichere Führung findet derselbe auf eine
Länge von 0m,915 in dem unterstützenden, senkrecht
bewegten Winkelschlitten B. Der Vorschub ist
selbstthätig und, da in Folge der Querbewegung der Fräse in der Richtung ihrer Achse
und der langen Lagerung des Tisches jeder Punkt des letzteren unter die arbeitende
Fräse gebracht werden kann, so vermag man den Tisch auf der Maschine selbst
abzurichten. Die Querverschiebung der Fräse in der Richtung ihrer Drehachse ist
dadurch erreicht, daſs man den gesammten Antrieb für die Spindel und für den
Vorschubmechanismus auf einem Schlitten anordnete, welcher sich auf dem Kopfe des
Gestelles quer verschiebt. Auch hier sind die Führungsleisten lang, so daſs diese
Querverschiebung bis zu 0m,3 betragen kann.
Eingeleitet wird diese Bewegung durch den Hebel C
mittels eines Getriebes und der Zahnstange D; zur
genauen Bemessung des Vorschubes bewegt sich ein am Hebel C fester Zeiger vor einer Theilscheibe.
Textabbildung Bd. 256, S. 19 Die Spindel E hat eine Bohrung von 40mm Durchmesser, welche vorn zur Aufnahme der
Fräserachse bis auf 48mm kegelförmig erweitert ist; die Erweiterung
beträgt 1cm auf 8cm Länge, eine Erweiterung, welche für gewöhnlich genügt, die Fräsen
hinreichend fest zu halten. Zum Ueberwinden gröſserer Kräfte, also zum Antreiben
groſser Fräsen oder auch von mehreren Fräsen, welche auf derselben Achse stecken und
zusammen arbeiten sollen, wird die Fräserachse vor dem Kegel noch mit einem
Sechskante versehen. Die Ueberwurfmutter F auf dem
vorderen Ende der Spindel hat eine dem entsprechende sechseckige Oeffnung und wirkt
als Mitnehmer. Das äuſsere Ende der Fräserachse wird gebotenenfalls durch die
Körnerspitze des kräftigen Hornes G unterstützt. Dieser
Bügel G läſst sich nach Lösen der Klemmschraube H verschieben, zur Seite drehen bezieh. ganz
entfernen.
Die Spindel ist aus Werkzeugstahl gefertigt, im vorderen Lagerende 90mm stark und verjüngt sich gleichmäſsig nach
hinten um 1cm auf je 16cm Länge. Die Lager sind durch eingetriebene
Büchsen gebildet. Der Antrieb erfolgt von der Stufenscheibe J aus mittels des Schneckengetriebes K; das
Schraubenrad desselben watet hierbei fortwährend in dem im unteren Theile des
Kopfschlittens befindlichen Oele. Ueberhaupt wird alles Oel, welches aus den Lagern
abflieſst, nach diesem Behälter zurückgeleitet.
Das Heben und Senken des Tisches wird auf die gewöhnliche Art und Weise durch
Schraube L, Winkelräder M
und Kurbel N, welche sich vor einer Theilscheibe dreht,
bewirkt. Diese Theilscheibe sowohl, als auch die am oberen Schlitten ist mit zwei Theilkreisen versehen, von denen der eine nach dem
Zehner-, der andere nach dem Zweier-Systeme getheilt ist.
Auſser dem selbstthätigen Vorschübe des Tisches in seiner Längsrichtung sind noch zwei Einrichtungen zum Verschieben mittels Hand
getroffen: die eine O (vgl. auch Textfigur) für
langsamen und kräftigen Vorschub wirkt durch eine Schraube auf das Schneckenrad P, die andere Q, welche
ermöglicht den Tisch rasch auf seinem Bette zu verschieben, benutzt nur das
Winkelräderpaar R, nachdem zuvor die Schraube, welche
P treibt, auſser Eingriff gebracht worden ist. Es
wird zu diesem Behufe die Falle O1 gelüftet und die Schraubenachse nach auſsen
gedrückt, welche deshalb durch ein Kreuzgelenk mit U
gekuppelt ist.
Zur Einleitung der selbstthätigen Schaltung ist auf dem
den Stufenscheiben entgegengesetzten Ende der An trieb welle eine mit Leder
überzogene Scheibe S aufgekeilt, welche das Reibungsrad
T in Umdrehung versetzt. Je nachdem die Scheibe T über oder unter die Mittelachse gestellt wird,
erfolgt das Fortrücken in der einen oder in der anderen Richtung; die Gröſse des
Vorschubes kann von 0 bis zu 1mm,6 für jede
Umdrehung der Fräse verändert werden. Die Uebertragung der Drehbewegung von der
Achse des Rades T aus auf die das Schneckenrad P betreibende Schraubenwelle U geschieht auch wieder durch ein Wurmgetriebe. Wegen der Auf- und
Abbewegung des Tisches und wegen der Querverschiebung des Kopfschlittens mit der Fräse,
müssen natürlich sowohl die Schraube V, als auch das
Schneckenrad W dieses Getriebes auf ihren Achsen
verschiebbar sein.
Das Gestell der Maschine ist in Hohlguſs ausgeführt und kann der Hauptkörper als
Werkzeugkasten benutzt werden.
Tafeln