| Titel: | Vorrichtung zum Verzinnen von Blech. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 59 |
| Download: | XML |
Vorrichtung zum Verzinnen von Blech.
Mit Abbildung auf Tafel
5.
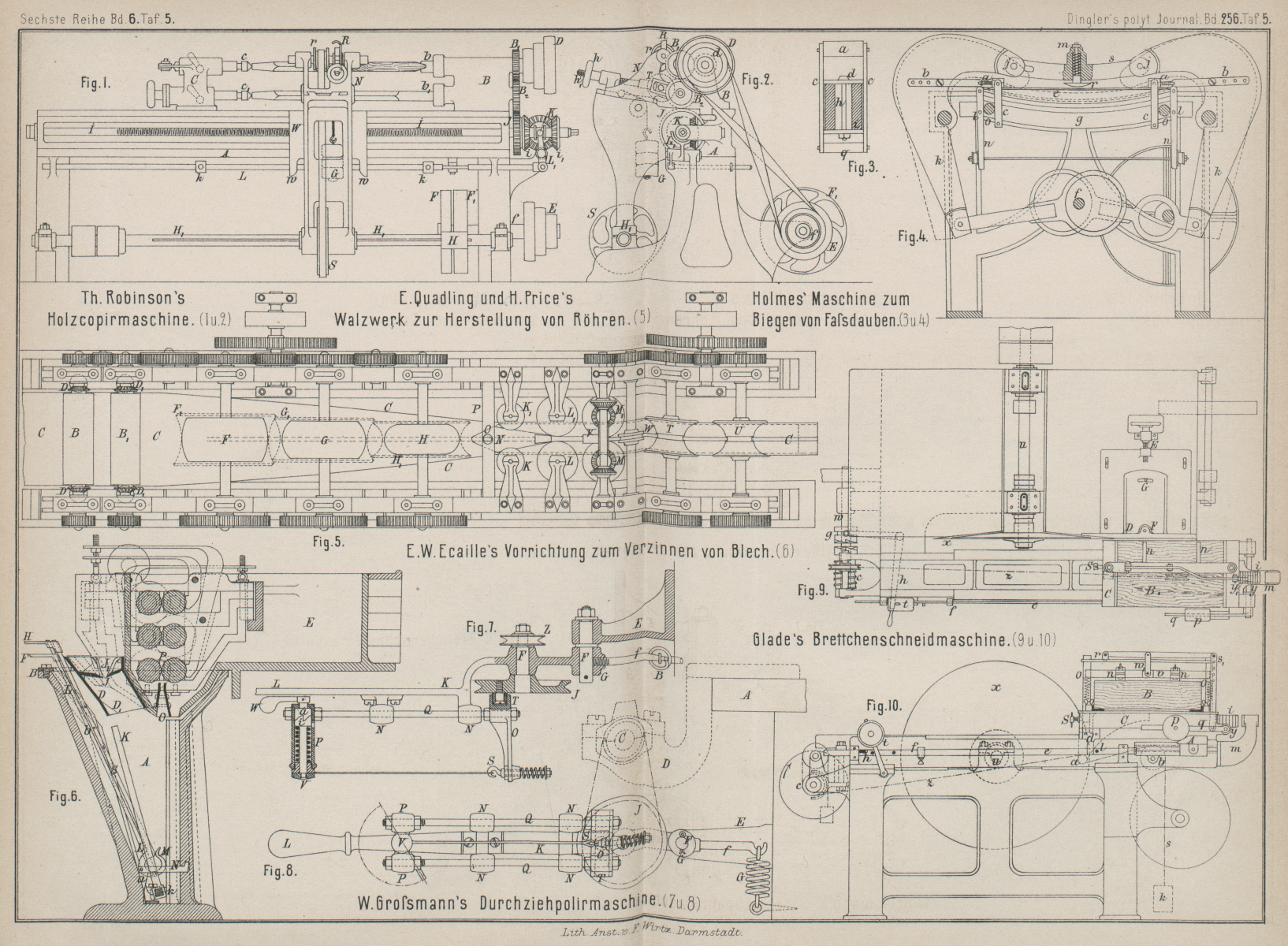
Ecaille's Vorrichtung zum Verzinnen von Blech.
Bei dem von E. Will Ecaille in London (* D. R. P. Kl. 7 Nr. 27180 vom 10. Oktober 1883) angegebenen
Verzinnungsapparate sind die Kessel für das Zinn, die Beize und das Fett derart
angeordnet, daſs Beize und Fett auf dem Zinne schwimmen, so daſs die Bleche aus der
Beize unmittelbar in das Zinn und aus diesem sofort in das Fett gelangen können. In
Fig. 6
Taf. 5 bedeutet A den Zinnkessel, D den Beizetrichter und E
das Fettgefäſs. A und E
sind von Feuerzügen umgeben, so daſs ihr Inhalt auf jede Temperatur gebracht werden
kann.
Der die Beize enthaltende Einführungstrichter D ist nur
von geringer Tiefe; sein unterer Theil taucht in das geschmolzene Metall des Kessels
A ein. Die Deckelstücke J des Trichters dienen den einzubringenden Blechen als Führung. Am besten
sollen diese Deckelstücke aus Guſseisen hergestellt werden; denn hieran haftet das
Zinn nicht gut an und deshalb verengt sich auch der Zwischenraum nicht so sehr wie
bei schmiedeisernen Deckelplatten. Um das Durchstecken der Bleche durch den von den
beiden Platten J gebildeten Schlitz zu erleichtern,
sind Führungen J1
angeordnet. Diese Deckelstücke verhindern nach Möglichkeit Wärmeverluste, das
Eindringen von Staub und Schmutz in das Metallbad, sowie das Hineinfallen der zum
Festhalten der in das Bad einzuführenden Bleche dienenden Werkzeuge; endlich
schützen dieselben den Arbeiter gegen die strahlende Wärme sowie gegen
Beschädigungen durch Aufspritzen des Bades beim Eintauchen der Bleche. Damit die in
der Salzsäure abzubeizenden Bleche möglichst wenig mit den Führungen J1 in Berührung kommen,
ist der untere Theil des Trichters D mit zwei oder
mehreren abgerundeten Absätzen D1 versehen, mit welchen die Bleche nur an einem
Punkte in Berührung kommen können.
Zum Eintauchen der abgebeizten Metallbleche in das Zinnbad dient folgende
Vorrichtung: An einer in aus dem Kessel A
herausziehbaren Lagern k drehbaren Achse sind 6 Stangen
K und ein Handhebel befestigt, welch letzterer
seitlich neben dem Trichter D aus dem Zinnbade vorsteht
und mittels welchen man die Achse drehen kann. Die beiden mittleren Stangen K dienen der Zange SML
bezieh. deren Halter N als Führung, so daſs N an diesen Stangen K
entlang gehoben und gesenkt werden kann, wobei diese Theile in dem Metallbade einen
starken Auftrieb erhalten. An die Stange L ist an ihrem
unteren Ende der Haken
M angelenkt, dessen eines Ende mit dem Rahmen N der Stange S durch einen
Bolzen verbunden ist. Die oben an der Stange S
angebrachte Handhabe H dient der Stange L als Führung. Wenn Bleche von gröſserer Länge verzinnt
werden, so legt sich der Rahmen N der Zange auf Ansätze
a am unteren Theile des Kessels A auf. Der in der Stange S
sitzende Zapfen b wirkt als Anschlag, indem derselbe
gegen den Halter B trifft, welcher an der oberen
Flansche des Kessels A befestigt ist, und gibt zugleich
den Stangen L und S
Führung. Der Zapfen b kann nach Bedarf in verschiedene
Löcher der Stange S eingesteckt werden.
Der untere Theil der Kopf- und Seitenwände des Fettkessels E ist eingezogen, damit die Unreinigkeiten nach der Oberfläche gelangen
und abgeschöpft werden können. An diesem Fettkessel sitzt eine sich nach oben
verengende Führung O, welche in das Metall des
Verzinnungskessels A hineinragt. Die nach der
Oberfläche steigenden Unreinigkeiten treten zum gröſsten Theile in den Trichter D über, aus welchem dieselben leicht zu entfernen
sind.
In dem Fettkessel E sind in der gewöhnlichen Weise 3
Paar Walzen angeordnet, deren Zahl für gewisse Legirungen indessen verringert werden
kann.
Die Vorrichtung ist in folgender Weise zu handhaben: Der Arbeiter hebt die Zange SML an dem Griffe H so
hoch, daſs der Haken M nicht über die Oberfläche des
geschmolzenen Metalles hinaustritt. Alsdann läſst der Arbeiter das zu überziehende
Blech durch die Beize zwischen den Führungen J1
J, D1 hindurch und
zwischen dem Haken M und der Stange S herunter; indem er nun die Handhabe F an den in der Hand gehaltenen Griff H drückt, wird die Platte in der Zange festgeklemmt.
Der Arbeiter drückt dann die Zange SML nieder, bis die
Oberkante des Bleches ganz unter der nach oben sich verengenden Führung O liegt, und läſst nun die Handhabe F los, wodurch das Blech von dem Haken M befreit wird. Alsdann wirft ein anderer Arbeiter
mittels des über dem Metallbade an der Seite vorstehenden Handhebels die
Führungsstangen K nach rechts herüber und befestigt sie
in dieser Stellung. Hierauf hebt der erste Arbeiter mittels des Griffes 27 die Zange
hoch und bringt dadurch das Blech in die Führung O; das
verzinnte Blech gelangt nun durch das Fettbad hindurch zwischen das untere
Walzenpaar P, welches das Blech dem nächst oberen
Walzenpaare zuführt, von welchem es erfaſst und dann durch die oberen Walzen hinaus
befördert wird.
Tafeln