| Titel: | Ueber Neuerungen in der Giesserei. |
| Fundstelle: | Band 257, Jahrgang 1885, S. 7 |
| Download: | XML |
Ueber Neuerungen in der Gieſserei.
(Patentklasse 31. Fortsetzung des Berichtes Bd.
253 S. 363.)
Mit Abbildungen auf Tafel
2.
Ueber Neuerungen in der Gieſserei.
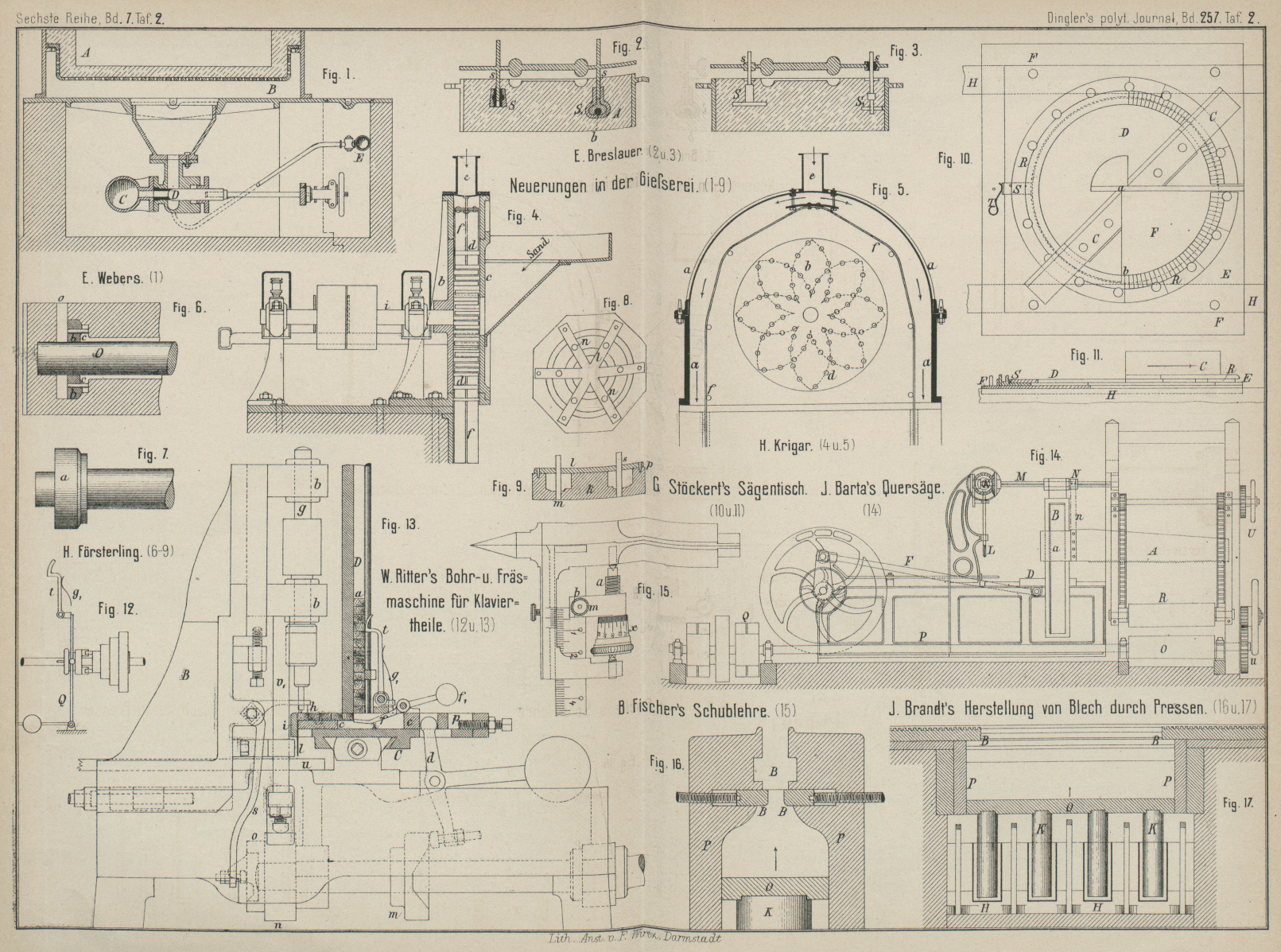
Heinr. Krigar in Hannover (* D. R. P. Nr. 29 925 vom 6.
Mai 1884) hat eine Misch- und Mahlmaschine für Formsand
angegeben, die im Wesentlichen die Einrichtung der Carr'schen Schleudermühle (1871 201 * 387) besitzt, welche letztere nicht nur
zum Zerkleinern von Erzen u. dgl. dient, sondern auch schon längere Zeit von Sebold und Neff in Durlach für Gieſsereizwecke
ausgeführt wird (vgl. Uebersicht 1884 252 * 453). Bei Krigar findet sich eine feste Scheibe c mit
Schlagstiften d, welche in dem Gehäuse a befestigt ist, und eine auf der Welle i festgekeilte und mit dieser umlaufende Stiftscheibe
b. Um nun ein Festsetzen des Sandes innerhalb der
Maschine wirksam zu verhindern, ist um die Stiftscheiben herum ein Lederriemen f aufgehängt, dessen freie Beweglichkeit dadurch
gesichert ist, daſs durch das Rohr e Wind von etwa 400
bis 450mm Wassersäule eingelassen und dadurch
aller Sand hinausgeblasen wird. – Hiernach kann die beschriebene Maschine als eine
um 90° verdrehte Anordnung der Maschine von G. Schütze
(vgl. 1884 252 * 453) betrachtet werden.
Um gesunde, blasenfreie, glattflächige und scharfkantige
Guſstücke zu erzielen, sucht Ernst Webers in Manchester (* D. R. P. Nr. 30944 vom
10. Juli 1884) den oxydirenden Sauerstoff der Luft nicht allein aus den Hohlräumen
der Form, sondern auch aus den Poren des Formsandes zu entfernen. Zu diesem Behufe
wird der mit durchlöchertem Boden versehene Formkasten A (Fig.
1 Taf. 2) dicht auf den Kasten B aufgesetzt.
In den kegelförmigen Ansatz desselben münden 2 Leitungen aus den Rohren C und E, durch welche dem
Kasten heiſse Druckluft bezieh. irgend ein brennbares, aber nicht oxydirendes Gas
zugeführt wird. Die Gasmischung ist dann unter dem Formkasten zu entzünden und wird
durch die Form hindurch gedrückt, so daſs nicht allein die Form ausgetrocknet und
angewärmt, sondern auch die Luft aus ihren Poren ausgetrieben wird. Sind beide
Formkastenhälften in dieser Weise vorbereitet, so setzt man sie über dem Kasten B zusammen, sperrt die Druckluft mittels des Ventiles
D ab und läſst nur Gas allein in die Form
eintreten. Ist letztere vollständig mit demselben angefüllt, so kann der Guſs
beginnen.
R. W. Traylor in Richmond, Nordamerika (* D. R. P. Nr.
30681 vom 9. September 1884) stellt widerstandsfähige Formen
aus unverbrennlichem Glimmer her; dieselben sollen wiederholt benutzt
werden können. Beide Formkastenhälften werden mit Glimmerblättern oder
Glimmerstücken gefüllt, so daſs die Fugen parallell den Längsseiten der Formkasten
liegen. Diese Glimmerblätter werden nun stark zusammengepreſst, so daſs
geschmolzenes Metall in die Fugen nicht eindringen, wohl aber die Luft durch dieselben hindurch noch
entweichen kann. In dem Glimmerkörper wird dann die Form ausgeschnitten und ihre
Oberfläche geglättet. Bei Guſsstücken, welche nur auf einer Seite einer glatten
Oberfläche bedürfen, kann natürlich für letztere eine Sandform benutzt werden. Wie
die Pressung der Glimmerblätter geschieht, ist nicht angegeben, ebenso wenig Näheres
über das Ausschneiden der Formen; es wird nur erwähnt, daſs auch entsprechend
ausgeschnittene Glimmerblätter neben einander in die Form gelegt und
zusammengepreſst werden können.
Um beim Gieſsen aus der Pfanne Schlacke zurückzuhalten,
auch den Arbeiter zu sparen, welcher gewöhnlich zur Abhaltung der Schlacke vom
Ausgusse verwendet werden muſs, bringt Louis Dill in
Frankfurt a. M. (* D. R. P. Nr. 30 339 vom 22. Juli 1884) vor dem Ausgusse quer
durch die Gieſspfanne hindurch eine nicht ganz bis zum Boden reichende Scheidewand
an, an sich keine neue Idee. Dieselbe kann senkrecht oder etwas geneigt stehen und
muſs gewöhnlich durch viereckige Zapfen in ihrer Stellung zur Pfanne gehalten
werden; die Platte muſs aber auch leicht ausgenommen werden können, um etwaige
Verstopfungen unter derselben zu entfernen. Für kleinere Gieſspfannen aus Guſseisen
ohne Lehmbekleidung empfiehlt Dill die Führung einer
aus Graphit hergestellten Scheidewand in Nuthen der Gieſspfanne. Eine weitere
Befestigung ist dann nicht erforderlich. Natürlich muſs das Füllen der Pfanne in der
gröſseren Abtheilung erfolgen, so daſs Schlacke überhaupt nicht mit dem Ausgusse in
Berührung kommt.
Die verlorenen Köpfe groſser Guſsstücke haben bekanntlich den Zweck, die in Folge des
Setzens des Metalles und seiner Zusammenziehung beim Erkalten etwa entstehenden
Hohlräume auszufüllen. Oftmals gelingt dies aber nur theilweise, weil der verlorene
Kopf zu schnell erhärtet. J. D. Ellis in Sheffield (*
D. R. P. Nr. 30516 vom 27. Mai 1884) heizt deshalb die Form des verlorenen Kopfes vor dem Gieſsen stark an
und hält das Metall daselbst so lange flüssig, bis das eigentliche Guſsstück
erhärtet ist. Das Metall des verlorenen Kopfes kann in Folge dessen nach Bedarf in
den unteren Theil des Guſsstückes eindringen. Die Erwärmung der Kopfformen kann auf
verschiedene Weise erreicht werden, entweder durch ein um die Form gelegtes
Kohlenfeuer, oder durch Anordnung der Kopfformen mehrerer Guſsformen in einem
gemeinschaftlichen Kanäle, durch welche Feuergase streichen.
Die beim Formen von Flanschenröhren üblichen Verfahren,
um Schraubenlöcher in die Flanschen einzugieſsen, haben
zu keinen brauchbaren Ergebnissen führen können, weil es trotz der gröſsten
Geschicklichkeit des Formers schwer zu erreichen ist, daſs die Abstände der
eingegossenen Schraubenlöcher genau der vorgeschriebenen Lehre entsprechen. H. Försterling in Charlottenburg (* D. R. P. Nr. 30737
vom 23. August 1884) schlägt deshalb folgende Einrichtung vor: Die Flansche des
Rohrmodelles Fig.
7 Taf. 2 ist mit einer cylindrischen Verstärkung a
ausgestattet, welche an
der Uebergangsstelle zur Flansche kegelförmig abgeschrägt ist. Auf den cylindrischen
Rohrkern O (Fig. 6) ist ein Kernring
b geschoben von gleichem Durchmesser und gleicher
Abschrägung, aber geringerer Dicke. Der Kernring b ist
an seiner dem Rohrkörper zugekehrten Seite so gestaltet, daſs er als Formwandung für
die zu gieſsende Flansche dient. Auſserdem hat der Kernring Löcher von gleichem
Durchmesser und gleicher Kreiseintheilung wie die in der Flansche einzugieſsenden
Schraubenlöcher.
Nachdem das Rohrmodell, wie üblich, im getheilten Formkasten abgeformt ist, erhält
dieser vor der Rohrform einen freien Raum in der Gestalt der cylindrischen
Verstärkung a. Es wird nun in den Unterkasten der
Rohrkern mit Kernring eingebracht und letzterer auf dem ersteren bis zur Form wand
vorgeschoben und gegen diese festgedrückt. In die Löcher des Kernringes sind zuvor
die zur Herstellung der Schraubenlöcher in den Flanschen dienenden Kernstäbe c eingeführt; diese werden dann so weit vorgeschoben,
daſs sie fest an der Flanschenwandung der Form anliegen. Der Kernring dient in
dieser Weise als Lehre für die richtige Einbringung der Schraubenlöcherkerne und
zugleich als Auflager für dieselben. Hierauf wird der im Unterkasten vor dem
Kernringe verbliebene Raum mit Formsand ausgefüllt und hinterstampft, dann der
Oberkasten aufgelegt und durch die in demselben ausgesparte obere Oeffnung o auch hier der Raum vor dem Kernringe angefüllt und
hinterstampft. Wenn nöthig, werden zuvor die Schraubenlöcherkerne im oberen Theile
des Kernringes nochmals gegen die Formwand festgedrückt. Die Form ist alsdann für
den Guſs fertig.
Sollen Flanschen mit Schraubenlöchern nach der gleichen Lehre geliefert werden, so
ist eine besondere Vorkehrung nöthig, um die auf den Rohrkern aufzuschiebenden
Kernringe stets mit einander genau übereinstimmend zu fertigen. Zu diesem Zwecke ist
zur Herstellung des Kernringes ein Kernkasten von folgender Gestalt vorgesehen. Die
Form des Kernringes ist in einem Holzklotze k
ausgedreht (Fig.
8 und 9 Taf. 2), welcher in seinem Boden mit den Schraubenlöchern
entsprechenden Bohrungen m versehen ist. Der so
gestaltete Kernkasten besitzt einen am zweckmäſsigsten aus sternförmig gestellten
Latten zusammengesetzten Deckel l (Fig. 8), welcher
gleichfalls mit Bohrungen n, entsprechend den
beabsichtigten Schraubenlöchern, versehen ist. Wird nun dieser Deckel in richtiger
Lage zur Form im Kernkasten auf diesen aufgelegt, so müssen die Löcher in beiden
genau in einer Achse liegen. Es bedarf jetzt nur der Einführung cylindrischer Stäbe
s von gegebenem Durchmesser in die gegenüber
stehenden Löcher des Kernkastens und Deckels vor dem Einstampfen der Kernmasse, um
einen Kernring mit richtigen Löchern zu erhalten. Damit bei jedesmaliger Herstellung
eines Kernringes der Deckel die gleiche Lage zum Kasten erhält, sind an ersterem
Dübel p angebracht, welche in entsprechende
Aussparungen am letzteren eingreifen.
E. Breslauer in Berlin (* D. R. P. Nr. 30821 vom 27.
April 1884) wendet für die Modelle oder Modellplatten
Führungseinrichtungen an, welche nicht in fester Verbindung mit dem
Formkasten stehen. In Fig. 2 Taf. 2 sind die
Führungsstifte s mit der Modellplatte fest verbunden,
finden jedoch ihre Führung in besonderen Stücken S oder
S1
, welche in die Formmasse mit eingestampft werden, um
ein sicheres Ausheben des Modelles zu ermöglichen. Bei der Führung S1 sind noch
Hilfsmittel vorgesehen, um einem Herausreiſsen derselben aus der Formmasse in jedem
Falle zu begegnen; dies kann erreicht werden durch eine Aussparung A, durch welche die Formmasse dringt, wie auch durch
einen Anschlag b, welcher an dem Formkasten befestigt
ist und in die Führung hineinreicht oder, an der Führung befestigt, am Formkasten
seinen Anschlag findet. Solche Führungsstücke sind leicht sehr genau herzustellen
und werden im Allgemeinen in der Formmasse bleiben, bis die Form nach dem Gusse
zerstört wird, oder sie werden vorher herausgenommen, um sodann von Neuem Verwendung
zu finden. Es ist noch hervorzuheben, daſs die Führungsstücke im Besonderen für ein
Nachdrücken des Modelles in die Form von Werth sind.
Den gleichen Erfolg erreicht man durch eine Anordnung der Führungen, wie sie in Fig. 3 gezeigt
sind, woselbst die Stifte s nicht an der Platte oder
dem Modelle befestigt, sondern mit Füſsen verbunden sind. Diese Verbindung kann eine
feste oder eine lösbare sein, so daſs im letzteren Falle die Führungsstifte s vor dem Zusammenlegen der Formkasten aus ihren Füſsen
S oder S1 entfernt werden können.
Tafeln