| Titel: | W. Lorenz's Vor- und Kopfpresse zur Herstellung von Metallpatronen. |
| Fundstelle: | Band 257, Jahrgang 1885, S. 225 |
| Download: | XML |
W. Lorenz's Vor- und Kopfpresse zur Herstellung
von Metallpatronen.
Mit Abbildungen auf Tafel
16.
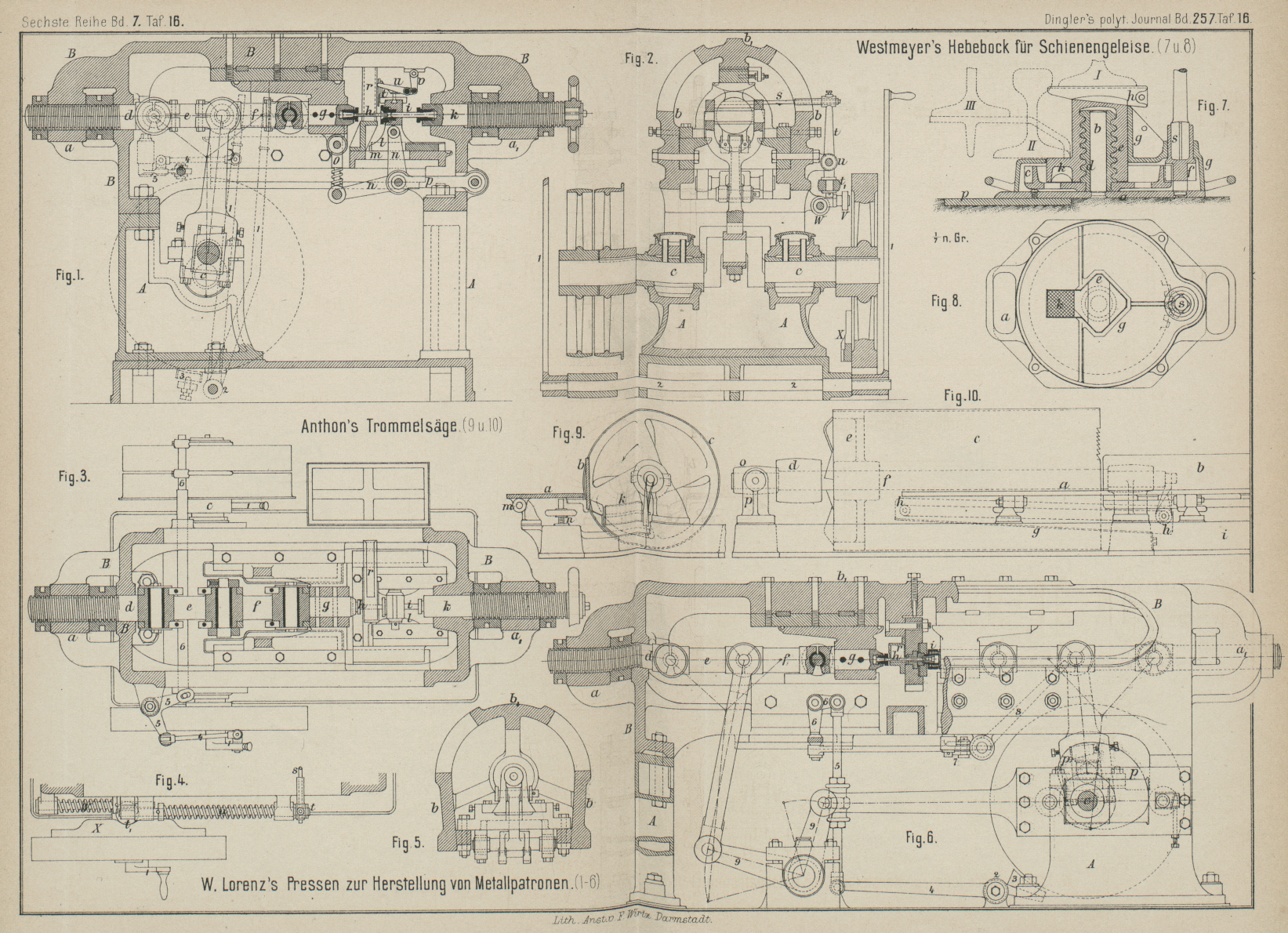
W. Lorenz's Pressen zur Herstellung von Metallpatronen.
Für die letzten Stufen der Herstellung der Metallpatronen, das Vorpressen und
Kopfpressen zur Bildung oder Stauchung des erbreiterten Kopfes der Patronenhülsen,
werden in der Deutschen Metallpatronenfabrik W. Lorenz
in Karlsruhe eigene Maschinen (vgl. * D. R. P. Kl. 49 Nr. 11399 vom 11. April 1880
und Zusatz * Nr. 18046 vom 28. September 1881) in Verwendung gebracht, bei welchen
Kniehebel-Anordnungen die entsprechende Bewegung der Stempel und Matrizen
hervorrufen und die durch ihre ganze Construction geeignet erscheinen, auch zur
Herstellung anderer gezogener oder auch gepreſster Massenartikel zu dienen, wie z.B.
zur Fabrikation der Steinnuſsknöpfe u.s.w.; denn durch die ganze Art der Bewegung
ist es nicht allein möglich, im letzten Augenblicke der Arbeit einen sehr hohen
Druck auszuüben, sondern es ist auch die Leistungsmenge eine besonders hohe, indem
man im Stande ist, bei 82 Umdrehungen in der Minute, welche Zahl bei den Kopfpressen
in der Fabrik
erreicht wird, in 10stündiger Arbeit 49000 Stück des Gegenstandes zu pressen oder zu
ziehen, während sich noch bei 60 Umdrehungen in der Minute die Zahl von 36000 Stück
in 10 Stunden ergibt.
Die Construction der Vorpresse erhellt aus Fig. 1 bis 5 Taf. 16. Die
Arbeit, welche die Maschine verrichten soll, besteht im Wesentlichen darin, daſs der
Kopf einer an einem Ende geschlossenen Röhre zusammengedrückt und demselben die zum
Einsetzen der Zündhütchen nothwendige Glocke eingepreſst werden soll; dazu aber ist
es nothwendig: 1) die Röhre zum Preſsapparate zuzuführen, 2) den angewendeten
Stempel in dieselbe einzuführen und so bei der entsprechenden Bewegung mit Hilfe von
Gegenstempel und Matrize die Veränderung der Form zu bewerkstelligen, endlich 3) die
Patrone aus dem Mechanismus wieder zu entfernen und so schnell bei Seite zu
schieben, daſs, wenn die Anfangsbewegung sich wieder einstellt, schon Raum für die
neu zugeführte Röhre geschaffen ist. – Bei der Kopfpresse
Fig. 6 Taf. 16
ist das Verlangen insofern etwas anders, als dort nach Vollendung der
Formveränderung sich nicht mehr eine einfache cylindrische Hülse darbietet, sondern
dieselbe mit einem hervorragenden Rande am geschlossenen Ende ausgestattet ist,
welcher die Beseitigung nur nach einer Richtung gestattet und zwar erst nach
Entfernung beider Stempel, wodurch es auch nöthig wird, zwei Kniehebel-Anordnungen
in Anwendung zu bringen, während bei der Vorpresse nur eine solche nothwendig
erscheint.
Die Anordnung der Vorpresse ist kurz folgende: Auf einem
kräftigen Ständer A ist das eigentliche
Maschinengestell B aufgesetzt, dessen Massen im
Querschnitte sich möglichst gleichförmig um die Mittelachse vertheilen (vgl. Fig. 2 und 5), so daſs
gleichsam zwei starke Köpfe a und a1 durch drei kräftige
Barren b, b und b1 verbunden sind. In dem Gestelle A ist die Antriebswelle c
mit Vollscheibe, Leerscheibe und Schwungrad gelagert, von welcher aus die
Kraftübertragung durch eine starke Lenkerstange auf das in der Achse des oberen
Gestelles B angeordnete Kniehebelwerk übertragen wird;
die beiden Endstellungen sind in Fig. 1 ersichtlich. Durch
die hier stattfindende Bewegung des Kniehebels d e f g
wird der eine bewegliche Endpunkt g desselben vor- und
zurückgezogen und führt diese Bewegung mittels genauer Schlittenführung an den
Gestelltheilen b und b1 aus. Am vorderen Ende dieses Theiles g befindet sich der Stempel h; gegenüber in der Achsenrichtung befindet sich der Gegenstempel i, der keine eigene Bewegung erhält, sondern lediglich
dazu dient, den Druck aufzunehmen, und zu diesem Zwecke am vorderen Ende einer
kräftigen Spindel k angebracht ist, welche fest mit dem
Kopfe a1 durch Mutter
und Gegenmutter verbunden wird. Auch das feste Ende d
des Kniehebelwerkes bildet eine Spindel, welche in dem Kopfe a des Gestelles geführt und mit diesem durch Mutter und Gegenmutter fest
verbunden ist. Durch Anwendung dieser Schrauben ist eine genaue Einstellung der Stempel
erreichbar. Die Construction der Kniehebelgelenke wie auch die Befestigung der
Stempel in genau centraler Lage geht zur Genüge aus Fig. 1 und 3 hervor.
Um die Bildung der Glocke, also die theilweise Ausbildung des Bodens der Patrone
zwischen diesen beiden Stempeln mit Sicherheit bewerkstelligen zu können, muſs aber
nicht allein der Patrone eine genaue Führung ertheilt werden, sondern sie muſs auf
ihrem äuſseren Umfange so eingeschlossen sein, daſs eine unbeabsichtigte Ausbiegung
oder Quetschung des Metalles an dieser Stelle nicht stattfinden kann; es muſs also
die Patrone während des Pressens mit einem Ringe, einer Art Matrize, umgeben sein,
welche sich, wenn die Patrone vor dem Stempel i
angelangt ist, über dieselbe schiebt und nach Vollendung der Pressung wieder von
derselben herabzieht und sie wieder frei gibt. Diese Matrize, in den Figuren
ebenfalls angegeben, wird durch einen Schlitten l,
welcher in Gleitbahnen genau geführt wird, gehalten und bekommt ihre Bewegung von
dem Schlitten des Kniehebeltheiles g aus durch die
kleine Lenkerstange o und den Winkelhebel n, welch letzterer am Endpunkte des kleinen Lenkers p befestigt ist. Eine starke Feder ist in der
Lenkerstange o eingeschaltet, um, falls zu groſse
Widerstände (z.B. durch falsches Vorsetzen des Werkstückes) auftreten, hier ein
Nachgeben zu gestatten und so das Werkzeug vor Bruch zu schützen. Die Stellung von
Winkelhebel n und Lenker o
zu einander ist eine solche, daſs von der Endstellung aus gerechnet, d.h. nach
gerade ausgeführter Arbeit (vgl. Fig. 1), bei Linksbewegung
des Schlittens von g die Matrize eine Rechtsbewegung
ausführt, also die Patrone freiläſst, und umgekehrt.
Die Arbeit findet danach in folgender Weise statt: Bei der tiefsten Stellung der die
Kraft übertragenden Lenkerstange, also bei der Endstellung des Stempels h nach links und gleichzeitiger vollständiger
Rechtsstellung der Matrize wird die zu bearbeitende Patrone genau in den
Zwischenraum zwischen beide Stempel eingeführt. Bei der weiteren Bewegung der
Kurbelwelle beginnt nun der Stempel h sich mit zunächst
zunehmender Geschwindigkeit nach rechts zu verschieben, tritt in die Oeffnung der
Patrone ein und schiebt dann diese aus dem Zuführapparate heraus gegen den Stempel
i hin; gleichzeitig schiebt sich durch diese
Bewegung die Matrize nach links, also über die ihr entgegen bewegte Patrone. Die
Geschwindigkeit nimmt dabei, je mehr sich der Kniehebel streckt, immer mehr ab,
während dem entsprechend die Kraftwirkung immer gröſser wird und erst im letzten
Augenblicke ihre volle, höchste Kraftleistung auf den Boden der Patrone zur
Hervorrufung der Formveränderung überträgt; dann findet sofort die Umkehr der
Bewegung bis in die Anfangsstellung statt; die fertige, jetzt wieder freie Patrone
fällt herab, eine neue Patrone wird durch den Zuführapparat eingeführt und die
Arbeit beginnt wieder von Neuem.
Die Maſsverhältnisse aller Theile dieser Presse sind so gewählt, daſs sie dem
höchsten durch ein Werkzeug zu übertragenden Drucke vollständig widerstehen können;
so beträgt der geringste Querschnitt des Hauptgestelles B nicht weniger als 57600qmm, der
Querschnitt der aus Stahl hergestellten Kniehebelarme je 7850qmm, derjenige des Kernes der den Druck auf das
Gestell übertragenden Stahlschrauben 6358qmm.
Würde also bei einem Stempeldurchmesser von 30mm
selbst ein Druck von 150k/qmm ausnahmsweise übertragen, also ein Gesammtdruck
von 106000k ausgeübt, so würde in dem Querschnitte
des Hauptgestelles doch nur eine gröſste Zugkraft von nicht ganz 2k, in den Kniehebelarmen eine Druckkraft von 13k,5 und in den Schrauben eine Druckkraft von 16k,7 auf 1qmm
auftreten; es würde also immer noch weit eher ein Zerdrücken des besten
Stahlwerkzeuges in diesen Abmessungen stattfinden, ehe die Elasticitätsgrenze des
Materials der übrigen Maschinentheile überschritten würde.
Die in Fig. 6
Taf. 16 dargestellte Kopfpresse unterscheidet sich von
dieser Anordnung im Wesentlichen nur dadurch, daſs hier, unabhängig von den
natürlich entsprechend anders gestalteten Werkzeugen, der Stempel i nicht festliegt, sondern ebenso durch einen
Winkelhebel bewegt wird wie der Stempel h und zwar
findet hier die Bewegung des die äuſsere Form gebenden Stempels i mit seinem Kniehebel wieder durch eine gewöhnliche
Lenkerstange von der Hauptwelle aus statt; dagegen wird der links liegende Kniehebel
d e f g durch eine Lenkerstange bewegt, welche an
einem Winkelhebel 9 angreift, der seinerseits die
Bewegung von der Hauptwelle durch eine auf diese aufgesetzte unrunde Scheibe p erhält. Die Bewegung beider Winkelhebel ist dabei
eine solche, daſs sie sich stets entweder einander nähern, oder von einander
entfernen. Da hier die Patrone nach ihrer Fertigstellung vollständig in eine
feststehende Matrize eingeschoben erscheint, so wird natürlich erst durch die
nachfolgende neue Patrone die fertige herausgeschoben und kann erst beseitigt
werden, wenn sie frei liegt.
Um die Elasticität des Materials ganz zu überwinden und dadurch mit Sicherheit die
verlangte Form zu erhalten, läſst man bei beiden Pressen die Kniehebel etwas
durchschlagen, so daſs zunächst eine Pressung erfolgt, dann die Stempel sich etwas
von einander entfernen, nun beim Rückgange eine zweite gleiche Pressung stattfindet
und dann erst die Stempel die eigentliche Rückgangbewegung ausführen.
Von groſser Wichtigkeit für die so verlangte gleichmäſsige und rasch zu vollführende
Arbeit (bis 85malige Wiederholung in der Minute) ist natürlich einerseits die
gesicherte und gleichmäſsige Zuführung der zu bearbeitenden Patronen, welche nicht
mehr von Hand wie bei älteren, langsam arbeitenden Maschinen stattfinden kann,
andererseits die durchaus gesicherte Beseitigung der fertigen Patrone, da diese
sonst durch die neu zugeführte erfaſst und zerquetscht würde. Das erste Verlangen
ist durch eine auch
für andere Maschinen gut verwendbare Zuführvorrichtung erreicht; dieselbe besteht in
einem den Verhältnissen nach verschieden gestalteten Kanäle r, welcher durch den Arbeiter stets mit Patronen gefüllt erhalten wird,
die alle in der richtigen Lage sich über einander befinden und durch ihr
Gesammtgewicht die unterste stets in die richtige Lage rasch überführen, ohne daſs
der Arbeiter mit seinen Händen irgendwie in die Nähe der Werkzeuge gelangt. Die
zweite Bedingung wurde früher bei beiden Pressen durch eine Art Peitsche erfüllt,
welche im Augenblicke des Freiwerdens der Patronen auf diese einen Schlag ausübt und
so sie rasch beseitigt, selbst wenn ein geringes Anhängen an irgend welche Theile
noch stattfindet. Diese Anordnung ist in Fig. 2 und 4 angegeben. Die aus einem
dünnen Rohre bestehende Peitsche s liegt nahe oberhalb
der Patrone, aber so, daſs sie die Bewegung der Werkzeuge in keiner Weise hindert;
ihr Ende ist an einem doppelarmigen Hebel t befestigt,
welcher um die Achse u drehbar angeordnet ist. Eine
starke, um u herumgewickelte Spiralfeder sucht stetig
die Schwingung des Hebels t und damit die
Abwärtsbewegung der Peitsche hervorzurufen. Auf der anderen Seite der Achse u tritt der Hebelarm t mit
seinem Ende t1 gegen
einen Ansatz des Armes V, so daſs dadurch die
angegebene Bewegung gehindert wird. Dieser Arm V ist
drehbar um eine Achse W, welche wiederum mit einer
Spiralfeder versehen durch diese das Streben hat, sich aufwärts zu drehen, also
hierdurch mit seinem Ansätze stets im Bereiche des Armes t1 gehalten wird. Beide Arme sind
auſserdem mit Rollen versehen. Auf der Seitenfläche des daneben liegenden
Schwungrades befindet sich ferner der Ansatz X mit zwei
schrägen Flächen, von denen die eine gegen die Rolle V
wirkt und diese bei Einwirkung nach dem Mittelpunkte also abwärts zieht, während die
andere in Fig.
4 angedeutete Fläche eine Verschiebung der Rolle auf t1 und dabei eine
Spannung der Feder von u vornehmen kann. Die Wirkung
ist nun die, daſs zunächst durch die entsprechende schräge Fläche von X die Rolle auf t1 nach dem Gestelle hin verschoben, also die Feder
u gespannt und dann die Rolle V abwärts gezogen wird; nun tritt die schräge Fläche
von t1 fort und die
ganze Kraft der Feder u treibt den Hebel t herum und ruft so das Herabschlagen der Peitsche mit
kräftigem Stoſse hervor. Die Fläche entfernt sich indessen sofort wieder von dem
Rade, drückt also die Rolle auf t1 nochmals zurück und hebt; so die Peitsche;
gleichzeitig tritt die schräge Fläche auf V auſser
Wirksamkeit, so daſs nun das Ende des Hebelarmes X
wieder gegen den Ansatz des Armes V treten muſs und die
Peitsche auſser Bereich der Werkzeuge gehalten wird, bis bei der nächsten Umdrehung
wiederum dieselbe Auslösung erfolgt.
Diese etwas umständliche und durch ihre stoſsweise Bewegung lärmende Anordnung ist
bei den neueren Vorpressen durch einen einfacheren Mechanismus ersetzt, welcher in
Fig. 1
näher angegeben ist. Es
wird dort ohne weiteres die Bewegung der Matrize l mit
ihrem Schlitten angewendet, um einen Schieber t abwärts
und aufwärts zu bewegen durch Anwendung des doppelarmigen Hebels u und Lenkers v, deren
Wirkung bei der Bewegung der Matrize sich von selbst ergibt. In beiden Fällen wird
aber eine vollkommen gesicherte Beseitigung der fertigen Hülse erreicht.
Von ganz besonderem Werthe ist bei derartigen rasch laufenden Maschinen, bei welchen
sehr bedeutende Kraftübertragungen stattfinden, die Möglichkeit, sie fast
augenblicklich zum Stillstande zu bringen, wenn irgendwie Verhältnisse eintreten,
welche die richtige Wirksamkeit der Theile hemmen, z.B. wenn eine Patrone falsch
eingeführt oder zerdrückt wird u.s.w. Auch hierfür ist in ausgezeichneter Weise
gesorgt und zeigen Fig. 2 und 6 eine ältere, Fig. 1 und 3 Taf. 16 eine
neuere vereinfachte Anordnung. In beiden Fällen beruht die Einrichtung darauf, daſs
durch die Bewegung eines Hebelarmes gleichzeitig eine Verschiebung des Riemens auf
die Leerscheibe und ein kräftiges Bremsen des Schwungrades stattfindet. Der Antrieb
wird bei beiden Constructionen von langen Hebelarmen 1
aus gegeben, welche sich auf den Seiten der Maschine befinden, um so dem Arbeiter,
er mag auf der einen oder anderen Seite der Maschine sich aufhalten, immer sofort
Gelegenheit zum Stillstellen zu gewähren. Diese Hebelarme haben eine
gemeinschaftliche Welle 2, die unten durch das Gestelle
läuft und unter dem gut abgedrehten Schwungrade an einem kurzen Hebelarme den
Bremsklotz 3 trägt, welcher also bei der bedeutenden
Hebelarmübersetzung mit groſser Kraft fest gegen das Schwungrad gepreſst werden
kann. Bei der älteren Anordnung (Fig. 6) steckt auf
derselben Welle 2 noch der Hebelarm 4, welcher durch die Zugstange 5, die Winkelhebel 6 und 7 die Bewegung auf den Riemenführer 8 überträgt. Bei der zweiten in Fig. 1 und 3 wiedergegebenen
Anordnung ist der eine der Hebelarme 1 unmittelbar mit
einer Lenkerstange 4 ausgestattet, welche ohne weiteres
die Bewegung durch den Winkelhebel 5 auf die geradlinig
geführte Stange des Riemenführers 6 überträgt; die
Einrichtung ist also wesentlich vereinfacht. Beide Einrichtungen lassen sich in
zweckmäſsiger Weise an manchen Maschinen anbringen, die bei raschen Drehbewegungen
und der Art ihrer Arbeitsleistung von Zeit zu Zeit Störungen erleiden, bei denen ein
längerer Fortlauf der Maschinen nicht wünschenswerth erscheint bezieh. zu gröſseren
Uebelständen Anlaſs geben kann. (Aus einem längeren Berichte von Prof. H. Richard; Mittheilungen aus der Maschinenfabrik und
Deutschen Metallpatronenfabrik von W. Lorenz in Karlsruhe in der Zeitschrift des Vereins deutscher Ingenieure, 1884 * S.
545.)
Tafeln