| Titel: | Ueber die Herstellung von Leuchtgas. |
| Fundstelle: | Band 257, Jahrgang 1885, S. 466 |
| Download: | XML |
Ueber die Herstellung von Leuchtgas.
(Patentklasse 26. Fortsetzung des Berichtes Bd.
256 S. 541.)
Mit Abbildungen auf Tafel
30 und 31.
Ueber die Herstellung von Leuchtgas.
Nach Th. Hahn in Posen und G.
Pflücke in Meiſsen (* D. R. P. Nr. 30016 vom 11. Mai 1884) sind in den
gewöhnlichen Gasbereitungsöfen die Chamotteretorten
paarweise durch Chamotterohre b (Fig. 20 und 21 Taf. 30) in
der Hinter wand des Ofens verbunden. Die Retorten a
haben vorn, wo die frischen Kohlen eingeworfen werden, guſseiserne Mundstücke m mit den guſseisernen Aufsteigröhren c und Tauchröhren d. Die
Retorten gehen ferner durch die Hinter wand hindurch und haben am hinteren Ende ein
kürzeres, sonst gleiches Mundstück n mit Deckel wie
vorn. Etwa am Ende der lichten Tiefe des Ofens ist eine Querwand p in jeder Retorte angebracht, welche oben eine
Oeffnung für den Durchgang des Gases nach den Verbindungsröhren b besitzt. Die Tauchröhren d zweier verbundener Retorten haben eine gemeinsame Verschluſsvorrichtung
fi, welche eine der beiden Rohre stets verschlossen
hält. Dadurch soll erreicht werden, daſs das in einer Retorte aus frisch
eingeworfenen Kohlen sich entwickelnde Gas wegen Verschlusses des entsprechenden
Tauchrohres nicht den Weg durch das Aufsteigrohr machen kann, sondern mittels des
Verbindungsrohres b die zweite Retorte, in der beinahe
abdestillirte Kohlen liegen, welche fast nur noch Wasserstoff geben, durchziehen,
sich mit diesem Wasserstoffgase verbinden muſs. Hierauf gelangen beide gemeinsam
durch das Aufsteigrohr c und durch das offene Tauchrohr
d in die Hydraulik e,
um von da weiter geführt zu werden. Die aus frischen Kohlen sich entwickelnden Gase
berühren auf diesem weiteren Wege, welchen sie zu machen gezwungen werden, mehr
glühende Retortenwände und sollen dadurch vollständiger in Leuchtgas zersetzt
werden. Die sich später wieder absetzenden Kohlenwasserstoffe, welche wegen ihres zu
hohen Kohlenstoffgehaltes zu unbeständig sind, finden auf diesem längeren Wege in
der zweiten Retorte Wasserstoff vor und verbinden sich unter Einwirkung von
Glühhitze mit demselben zu Leuchtgas. Man soll bei diesem Verfahren aus derselben
Menge Kohlen mehr Gas und von gröſserer Leuchtkraft erzielen, als bei der jetzt
allgemein üblichen Methode, wo die erst kurz vorher entwickelten
Kohlenwasserstoffgase gleich zu den Aufsteigröhren c in
die Vorlage e gelangen können.
W. R. Jones in Rom (* D. R. P. Nr. 32317 vom 9. Januar
1885) verbindet bei seinem zweitheiligen Ofen zur
Retortenerhitzung den Feuerraum F (Fig. 22 und 23 Taf. 30)
durch den Schlitz e mit der Kammer J. Zu jeder Seite des Feuerraumes liegt ein Luftkanal
m n, mit Oeffnungen o
nach dem Feuerraume hin; ebenso liegt oben je ein Luftkanal v mit Oeffnungen c. Die Oeffnungen r entsprechen den die Retorten umgebenden Zügen.
Die untere Kammer wird mit gewöhnlichem Brennmateriale, die obere Kammer dagegen mit groben
oder zerkleinerten Kokes angefüllt. Hat die Hitze eine gewisse Höhe erreicht, so
wird durch die seitlichen Kanäle in die untere Kammer Luft zugeführt. Die in
letzterer erzeugten Oase mischen sich mit der aus den Durchlässen austretenden Luft
und treten, indem sie durch den Schlitz e gehen,
vereint in die obere Kammer. Bei ihrem Durchgange durch das Brennmaterial der oberen
Kammer wird die Kohlensäure zu Kohlenoxyd reducirt, welches, mit der aus den
erhitzten Kanälen v zu beiden Seiten der oberen Kammer
austretenden Luft gemischt, eine lebhafte Verbrennung bewirkt. In diesem Zustande
gehen die Gase durch die Oeffnungen r im oberen Theile
der Kammer J nach den die Retorten umgebenden
Feuerzügen und geben die zur Destillation nöthige Hitze an die Retorten ab.
Sind die Oefen einmal im Gange, so wird nur der oberen Kammer Brennmaterial
zugeführt, während die untere Kammer durch die von der oberen im Schlitze e herunterfallenden Kokes gespeist wird.
Für die Reinigungsöffnungen von Theervorlagen, Retortenmundstücke u. dgl. hat Jul. Hasse in Dresden (* D. R. P. Kl. 47 Nr. 31554 vom
7. Oktober 1884) den in Fig. 24 Taf. 30
skizzirten Hebel- und Excenter-Deckelverschluſs
angegeben (vgl. Berlin-Anhaltische Maschinenfabrik,
1885 256 * 541). An dem Mundstücke ist in dem Arme h um einen Zapfen drehbar das eine Ende des Hebels c angeschlossen, welcher an seinem anderen Ende
gabelförmig gestaltet ist und sowohl den Knopf f des
Deckels e, als auch einen zweiten Hebel d zwischen sich faſst. Der Hebel d ist um den Gelenkzapfen an dem Deckel e als Excenter ausgebildet und kann auf diesem Zapfen
etwas seitlich verschoben werden, so daſs er entweder frei drehbar ist, oder sich
zwischen zwei Vorsprüngen der Verlängerung c1 der einen Gabelseite des Hebels c befindet. Beim Aufsetzen des Deckels e ist der Hebel d frei
drehbar und wird der Deckel e durch eine Drehung des
Hebels d nach oben von dem Excenter auf der
Anlagefläche erst gegen die Knagge g hin verschoben
und, wenn der Deckel an g Widerstand findet, fest gegen
seinen Sitz angepreſst. Um den Deckel e abzuheben,
braucht man denselben nur durch Niederdrücken des Hebels d zu lösen, dann den Hebel zwischen die Vorsprünge an c1 zu bringen und, da
die beiden Hebel c und d
nun verbunden sind, den Hebel d wieder aufwärts zu
bewegen.
Nach brieflicher Mittheilung des Hrn. Hasse beträgt die
Schütthöhe bei seiner Rostfeuerung (vgl. 1885 256 * 171) 0m,8. Die
gebildeten Heizgase hatten folgende Zusammensetzung:
Kohlensäure
5,4
Kohlenoxyd
26,4
Wasserstoff
9,2
Stickstoff
59,0
–––––
100,0.
Die Vorwärmung der Verbrennungsluft ist so vollkommen, daſs im
Feuerherde eine Temperatur erzeugt wird, welcher auch die besten Chamottesteine nicht widerstehen
würden, wenn nicht Wasserdampf zugeführt wird; letzterer soll also nicht nur die
Roststäbe, sondern namentlich das Mauerwerk schützen, auſserdem eine vollständigere
Vergasung der letzten Kohlenstoffreste bewirken.
Nach einer Angabe von Henneberg in der Zeitschrift des Vereins deutscher Ingenieure, 1885 * S.
50 erfordert der Ofen an Unterfeuer 15 Procent der vergasten Kohlen. Ferner erzeugt
Hasse mit schlesischen Kohlen aus 1 Retorte von 390
× 520 × 2700mm im Lichten und in 24 Stunden bis zu
300cbm Gas, während der Jahresdurchschnitt für
alle Gasanstalten Dresdens bei Verwendung von schlesischen und sächsischen Kohlen im
vorigen Jahre 259cbm,8 betrug.
R. Blochmann macht im Journal
für Gasbeleuchtung, 1885 S. 404 bemerkenswerthe Mittheilungen über die Betriebscontrole der Gasanstalten. Verfasser berechnet
die Menge des gewonnenen Leuchtgases nach der Formel x
= (1,294 × S) : (1 + 0,00366 t), wobei x das Gewicht von 1cbm Leuchtgas in Kilogramm, S das specifische Gewicht auf Luft bezogen, t die Temperatur bedeuten und ein dem normalen
Barometerstande entsprechender Druck vorausgesetzt ist. So wurden von Januar bis
December 1884 folgende Grenz- und Durchschnittszahlen für die Ausbeute aus 100k englischer Kohlen gefunden:
Maximum
Minimum
Durchschnitt
Leuchtgas
15,5k (Juni)
12,0k (Dec.)
14,7k
Koke
74,3 (Juli)
71,1 (Nov.)
72,5
Theer
6,2 (Jan.)
4,4 (Nov.)
5,1
––––
–––
––––
Gesammtausbeute
94,7k (Juli)
89,6k (Nov.)
92,3k
Im Durchschnitte wurden also aus 100k Kohlen zusammen 92k,3 Leuchtgas, Koke und Theer erhalten. Hierzu kommt noch das
Ammoniakwasser; es sind ferner die Verluste zu berücksichtigen, welche durch
verschiedenartige Umstände veranlaſst werden. Frühere Jahre ergaben in derselben
Weise:
Jahrgang
1878/79
1879/80
1880/81
1881/82
1882/83
1883/84
Mittel
Gas
k
14,5
14,0
15,2
15,2
15,4
15,3
14,9
Koke
k
73,2
74,2
74,2
74,2
72,4
72,3
73,7
Theer
k
5,4
5,1
4,8
4,8
5,4
5,2
5,1
–––––
–––––
–––––
–––––
–––––
–––––
–––––
93,1
93,3
94,3
94,2
93,2
92,7
93,5.
Hiernach würden für Ammoniakwasser und Verluste im J. 1880/81
nur 5,7 Proc. übrig bleiben, was wohl zu wenig ist.
Auf den Berliner Gaswerken lieferten 100k
schlesische Kohlen:
Jahrgang
1879/80
1880/81
1881/82
1882/83
Mittel
GasBei der Berechnung der Gewichtsmengen des Gases wurde das specifische
Gewicht 0,400, die Durchschnittstemperatur von 150 und ein Druck von
760mm zu Grunde
gelegt.
k
14,0
14,0
14,0
14,1
14,0
Koke
k
69,1
70,4
67,9
66,5
68,5
Theer
k
5,0
5,1
5,1
5,0
5,05
Ammoniakwasser
k
11,3
10,9
10,5
10,4
10,8
–––––
–––––
–––––
–––––
–––––
99,4
100,4
97,5
96,0
98,35.
Von dem Ammoniakwasser stammt nur ein Theil aus den vergasten Kohlen, ein anderer
wird aus der Wasserleitung in die Scrubbers eingeführt. Es müssen daher die
Fabrikationsverluste gröſser sein als der Unterschied aus dem Gewichte der
verarbeiteten Kohle und der Menge sämmtlicher Producte, im J. 1882/83 also mehr als
4 Proc; sie werden veranlaſst durch Verbrennen von Gas beim Oeffnen der Retorten,
durch die Graphitbildung in denselben, in Folge der Entfernung der schädlichen
Bestandtheile durch den Reinigungsprozeſs; es kommen dazu Verluste, welche bei der
mechanischen Aufbereitung und durch die Verwitterung der meist im Freien lagernden
Koke entstehen u.a.m. Diese Verluste werden mindestens 5 Proc. betragen.
Da die verkauften Kokes bis 10 Proc. Wasser enthalten, so sind die gewöhnlich
gemachten Betriebsergebnisse nicht unmittelbar vergleichbar, Blochmann hat daher die Mengen und die Zusammensetzung der entgasten
Kohlen und der erzeugten Producte festzustellen gesucht.
Die verwendeten Kohlen „Nettleworth Primerose“, eine Durchschnittsprobe der
erhaltenen Kokes und eine am 15. April 1885 genommene Probe Theer hatten folgende
Zusammensetzung:
Kohle
Koke
Theer
Kohlenstoff
83,0
80,7
77,6
Wasserstoff
5,1
1,0
4,5
Asche
3,2
5,4
0,1
Wasser
1,5
7,3
5,9
Sauerstoff (Differenz)
7,2
5,6
11,9
–––––
–––––
–––––
100,0
100,0
100,0.
Für Leuchtgas wurde die frühere AnalyseVgl. F. Fischer: Chemische Technologie der
Brennstoffe, 1885 S. 287. des Königsberger Leuchtgases
zu Grunde gelegt; demnach wog 1cbm bei 15° mit
Wasserdampf gesättigt 0k,482 und enthielt
Gewichtsprocent:
Kohlenstoff
55,5
Wasserstoff
24,1
Wasserdampf
2,6
Sauerstoff und Stickstoff
17,8.
Auf Grund der Betriebsergebnisse und der aufgeführten Analysen
berechnen sich folgende Zahlen für Elementarbestandtheile:
1Kohlen-stoff
2Wasser-stoff
3Asche
4Wasser
5SauerstoffStickstoff
100k Kohlen gaben:
92k,3 Producte
72,5 Koke =14,7 Gas = 5,1 Theer =
58,4 8,2 4,0
0,73,50,2
3,9––
5,40,40,3
4,1 2,6 0,6
70,66
4,4
3,9
6,1
7,3
100k Kohlen
enthielten
83,0
5,1
3,2
1,5
7,2
Differenz
– 12,4
– 0,7
– 0,7
+ 4,6
+ 0,1
Bei dieser Zusammenstellung konnte das Ammoniakwasser nicht
berücksichtigt werden, weil die Menge desselben nicht bekannt war. Es ist dies für das
Gesammtergebniſs kaum von Belang, da, selbst wenn 100k Kohlen 10k Ammoniakwasser mit 3 Proc.
festen Stoffen geliefert hätten, die Tabellenposten 1, 2 und 5 zusammen nur um 0k,3 vermehrt und allein Posten 4 wesentlich
verändert worden wäre. Dieselbe ergibt bereits einen beträchtlichen Ueberschuſs und
beweist somit, daſs der gröſste Theil des in den Producten enthaltenen Wassers nicht
aus den Kohlen stammt. Der Verlust an Wasserstoff läſst sich aus der
Vernachlässigung des Ammoniakwassers erklären. Sucht man den fehlenden Wasserstoff
hier, so kommt man zu dem Schlusse, daſs bei der Vergasung 6k,3 Wasser erzeugt wurden, gebildet aus 0k,7 Wasserstoff und 5k,6 Sauerstoff. Es würde hieraus weiter folgen, daſs auch der in
sämmtlichen Producten gefundene Sauerstoff erheblich gröſser ist, als dem
Sauerstoffgehalte der Kohlen entspricht, und zu dem Schlusse führen, daſs der
gröſste Theil des in der Koke, sowie ein Theil des im Leuchtgase enthaltenen
Sauerstoffes aus einer anderen Quelle herrührt. Auch das chemische Verhalten des
Kohlenstoffes spricht dagegen, daſs die Koke die glühenden Retorten mit 5,6 Proc.
Sauerstoff (wie bei der Analyse gefunden wurde) verläſst. Es ist vielmehr
anzunehmen, daſs die Koke beim Löschen in Folge von Wasserzersetzung oder während
des Lagerns aus der Luft Sauerstoff aufnimmt. In das Gas gelangt Sauerstoff beim
Laden der Retorten. Für den Verlust von 12k,4
Kohlenstoff ist nach Blochmann keine befriedigende
Erklärung zu finden. (Wohl in der verschiedenen Zusammensetzung des Leuchtgases. Ref.)
Brauchbare Durchschnittsproben der Kohlen wird man erhalten können, wenn man jeden
Tag Proben nimmt, welche in einem bestimmten Gewichtsverhältnisse, z.B. 1 : 1000, zu
den entgasten Kohlen stehen. Wenn z.B. täglich im Durchschnitte 50t Kohlen verbraucht werden, so würden von
verschiedenen Theilen derselben 50k zu entnehmen
und nun auf irgend eine Art, am besten in einer Mahltrommel, zu zerkleinern und zu
mischen sein. Von dem Kohlenpulver verwahrt man 1k
in einem verschlossenen Gefäſse und bringt, nachdem diese täglichen Proben zusammen
das Gewicht von 50k erreicht haben, das Ganze
wiederum in die Mahltrommel und entnimmt, sobald es hier gut durch einander gemischt
ist, eine Durchschnittsprobe für den Analytiker. Auf diese Weise werden für einen
Betrieb von etwa 18000t jährlich 6 Analysen
erforderlich. Die Gröſse des Fehlers, welcher bei einer derartigen Probeentnahme
entstehen könne, würde die Analyse zweier gleichzeitig und unabhängig von einander
erhaltenen Durchschnittsproben ergeben. Ganz ähnlich ist bei der Untersuchung von
Koke und Theer zu verfahren und endlich würde eine Reihe von Gasanalysen nöthig
sein, wobei man sich jedoch auf die Bestimmung des specifischen Gewichtes und der
bei der Verbrennung einer bestimmten Leuchtgasmenge erzeugten Wassers und
Kohlensäure beschränken könnte.
Auf diese Weise würde man die Ausbeuteverhältnisse und Fabrikationsverluste verschiedener
Gasanstalten vergleichen können. Regelmäſsige Kohlenanalysen werden ferner dem
Betriebsleiter Aufschluſs geben, ob die Kohlen in gleichbleibender Beschaffenheit
geliefert werden, welche Aenderung sie beim Lagern erfahren u. dgl. m. Endlich
scheint nicht ausbleiben zu können, daſs, wenn dieser Vorschlag Beachtung findet,
bessere Aufschlusse über die Abhängigkeit der Brauchbarkeit einer Kohle zur
Gasfabrikation von ihrer Zusammensetzung erhellen werden, als wir zur Zeit
besitzen.
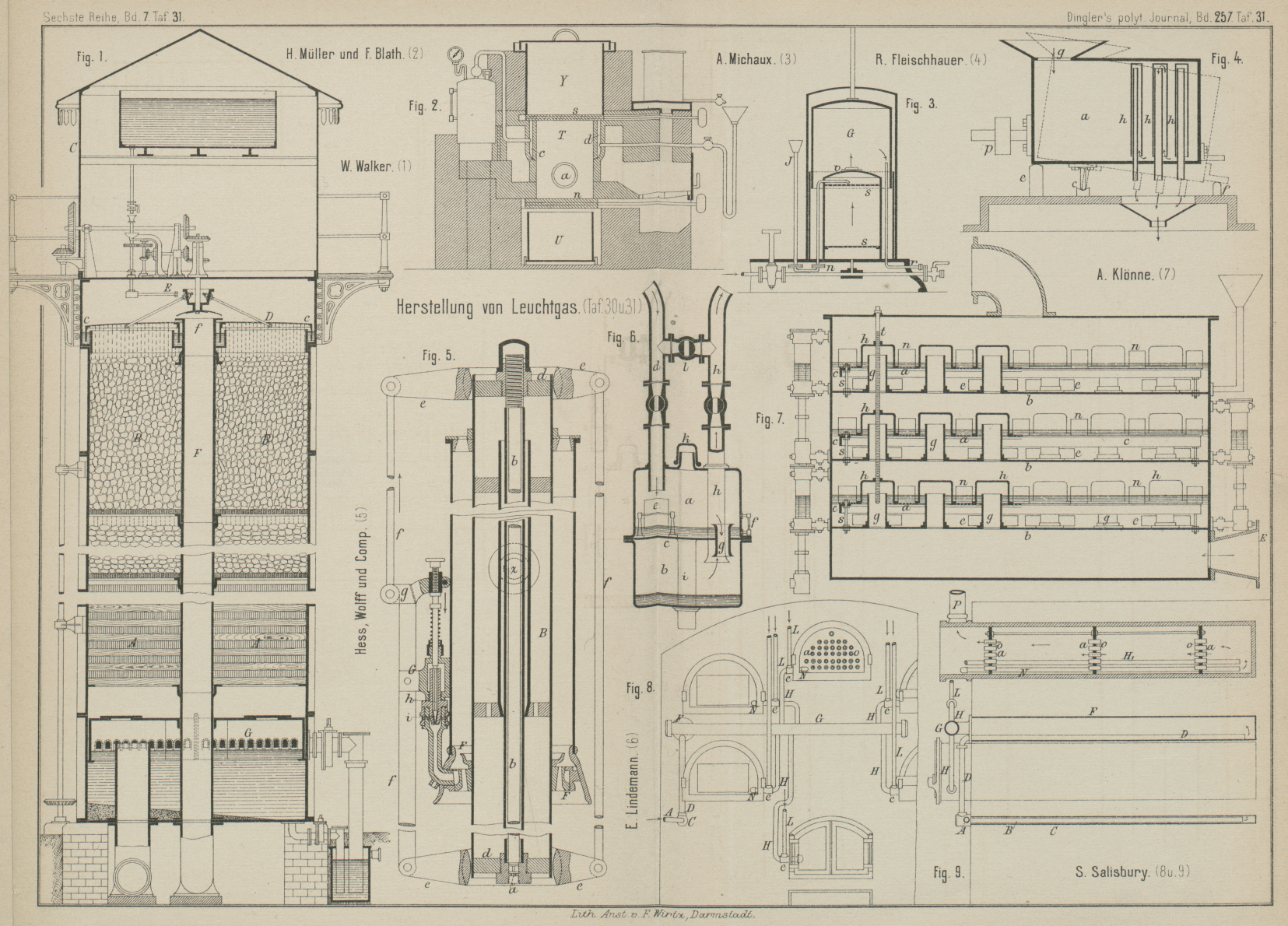
Der von H. Müller in Wernigerode und F. Blath in Chemnitz (* D. R. P. Nr. 30524 vom 11. Juli
1884) für die Erzeugung von Mischgas bestimmte Ofen, besteht aus einem zweitheiligen Chamottecylinder.
Der durch seine Doppelwandungen gebildete Zwischenraum ist durch senkrechte
Scheidewände in zwei Abtheilungen c und d (Fig. 2 Taf. 30) getrennt;
in ersterer soll Wassergas, in letzerer Oelgas erzeugt werden, welche durch Schlitze
in den Raum T treten. Dieser wird durch Ziehen des
Schiebers s aus dem Behälter Y mit Kohlen gefüllt; die erzeugten Kokes fallen beim Ziehen des Schiebers
n in den Kasten U und
das Mischgas entweicht seitlich durch das Rohr a.
S. C. Salisbury in New-York (* D. R. P. Nr. 31971 vom
25. Juni 1884) führt zur Herstellung von Leuchtgas aus
Wasserdampf und Kohlenwasserstoffen Dampf durch das Rohr A (Fig. 8 und 9 Taf. 31) in das Rohr B, welcher in dem durch ein über B geschobenes Rohr C
gebildeten Räume zurückkehrt, überhitzt wird und durch das Rohr D in das mit Eisenabfällen gefüllte Rohr F gelangt. Der gebildete Wasserstoff wird durch das
Vertheilungsrohr G und die kleinen Leitungsröhren H durch Strahlgebläse e,
in welche von den Rohren L heiſse Kohlenwasserstoffe
eintreten, und dann durch das Rohr N in die Retorten
geführt. Hier wird neben der nochmaligen Erhitzung bis auf etwa 500° ein inniges
Mengen des Wasserstoffes und Kohlenwasserstoffes zu Leuchtgas dadurch vollzogen,
daſs das Gemenge gezwungen wird, eine Anzahl Vertheilungsplatten o zu durchziehen, deren jede mit einer Anzahl kurzer
Rohrstücke a versehen ist. In den Mischräumen werden
auf diese Weise der Wasserstoff und Kohlenwasserstoff vereinigt und das fertige
Leuchtgas durch das Rohr P nach dem Gasometer
abgeleitet. Durch das Rohr H1 kann noch Wasserstoff eingeführt werden.
Nach E. Lindemann in Clichy bei Paris (* D. R. P. Nr.
32261 vom 1. Januar 1885) tritt das Leuchtgas, welches
carburirt werden soll, durch das über dem
Flügelrade e (Fig. 6 Taf. 31) mündende
Rohr d in den oberen Behälter a mit dem Standglase f ein, welcher Benzol
enthält. Durch die Scheidewand c geht die Röhre g, welche die beiden Behälter a und b, jedoch nur für das Gas, mit einander
in Verbindung setzt. Die Abzugsröhre h in der
Scheidewand dient zum Durchlassen des Gases nach dem Carburiren und zur Reinigung
des letzteren in dem unteren Behälter b. Durch die
Röhre i, welche in einen Schraubenpfropfen endigt, findet die Entleerung
des oberen Behälters a statt. Das Benzol wird durch die
mit einem Schraubenpfropfen verschlieſsbare Oeffnung k
eingegossen.
Ist der Hahn l geschlossen, so strömt das Gas durch die
Röhre d auf das Flügelrad e, welches das Benzol in Bewegung setzt Das so mit Benzoldampf
angereicherte Gas geht durch das Rohr g in den Behälter
b, der etwas Wasser enthält, angeblich um das Gas
zu reinigen, welches dann durch Rohr h zu den Brennern
entweicht. Soll das Gas in gewöhnlichem Zustande, d.h. so wie es von der Gasanstalt
kommt, verwendet und zu diesem Behufe der Apparat ausgeschaltet werden, so schlieſst
man die Hähne der Röhren d und h und öffnet den Hahn l das Gas strömt
alsdann zu den Brennern, ohne durch den Apparat zu gehen.
A. Michaux in Paris (Oesterreichisch-Ungarisches Patent
vom 23. Mai 1885) will zur Herstellung von Leuchtgas auf
kaltem Wege mit leicht flüchtigen Kohlenwasserstoffen durch Rohr J (Fig. 3 Taf. 31) Schwämme
tränken, welche auf den Siebböden s liegen, während
durch ein gewöhnliches Glockengasometer Luft durch das Rohr n zugeführt wird, welche als Leuchtgas durch den Deckel v in die Glocke G und von
hier durch ein Rohr r zu den Flammen gelangt.
Heſs, Wolff und Comp. in Wien (* D. R. P. Nr. 30870 vom
1. August 1884) pressen Gasolin unter einem Drucke von
1at,4 in die kupferne Retorte B (Fig. 5 Taf. 31), was
jedoch erst dann möglich ist, wenn beim Erwärmen in Folge der ungleichen Ausdehnung
der Retorte und der Stahlstange b das Ventil a geöffnet wird. Das Erhitzen der Retorte geschieht
durch den Argandbrenner F, welcher durch den
Hilfsapparat G mit Gas versorgt wird.
An jedem Ende d des Erhitzers B ist ein Hebel e angebracht, welcher
derartig durch Stangen f zusammen und mit dem
Druckhebel g verbunden sind, daſs, wenn die Retorte
genügend heiſs ist, durch die Ausdehnung derselben ein Theil der Gaszuführung,
welche denselben, erhitzt, abgeschlossen wird. Es werden nämlich durch die
Ausdehnung die beiden Enden d einen gröſseren
Durchmesser bekommen und sich demnach gegen den anschlieſsenden Ring des Hebels e klammern. Da ferner die Enden d durch die Ausdehnung des Cylinders sich weiter von einander entfernen
werden, so wird dasselbe mit den mitgenommenen Hebeln e
geschehen, welche deshalb die Hebel f und g, wie durch Pfeile angedeutet, bewegen werden, wodurch
das Nadelventil h niedergedrückt und die Oeffnung i verkleinert wird, durch welche der vom
Vorrathsbehälter kommende Gasolindampf zum Brenner F
gelangt. Bei gröſserer Hitze werden die Hebel so bewegt, daſs das Ventil h die Oeffnung i
verkleinert und so die Zuführung von Gas zum Brenner F
und folglich die Hitze in der Retorte B verringert,
während, wenn die Retorte kälter wird, das Ventil h
mehr geöffnet wird und gestattet, daſs mehr Gas zum Brenner strömt. Wenn sehr
wenig oder kein Gas gebraucht wird, so wird sehr wenig Hitze vom Brenner F erfordert, da kein Gas entfernt wird; wenn jedoch
eine groſse Gasmenge verlangt wird, so wird der Zufluſs von kalter Flüssigkeit in
den Erhitzer die Temperatur verringern, die Kupferretorte zieht sich zusammen, die
Enden d nähern sich und lassen die Hebel e los, das Ventil h im
Hilfsgenerator wird durch die Feder geöffnet und mehr Gas geht zum Brenner F, um den Cylinder stärker zu erhitzen.
Der in der Retorte erzeugte, durch den Rohransatz z
entweichende Benzindampf geht auf dem Wege zum Gasometer durch ein Strahlgebläse,
welches die erforderliche Luft ansaugt. Diese Einrichtung wirkt ebenfalls
selbstthätig, erfordert aber anscheinend eine sehr sorgfältige Wartung.
Bei dem von A. Klönne in Dortmund (* D. R. P. Nr. 31499
vom 9. Oktober 1884, Zusatz zu * Nr. 30860, vgl. 1885 256
* 541) verbesserten Colonnenwascher geht, wie Fig. 7 Taf. 31
zeigt, das bei E eintretende Gas durch die auf den
unteren Böden befindlichen Aufsätze g unter die Hauben
h, welche auf dem Siebboden a befestigt sind. Das Gas tritt von hier unter den Siebboden a und wird durch den Vorsprung c gezwungen, in feinen Strahlen in dem über dem Boden befindlichen Wasser
aufzusteigen. Reinigungsöffnungen e und mit
Glasscheiben geschlossene Schaulucken n
vervollständigen den Apparat.
Um bei Anwendung gewölbter Siebböden die Wölbung beliebig regeln zu können, werden
die Guſshauben h durch Schrauben t nach oben gedrückt, während die Ränder der Böden
durch Schrauben s gehalten werden.
Nach W. Th. Walker in London (* D. R. P. Nr. 31905 vom
23. Juni 1885) wird der untere Theil des Scrubber mit
etwa 30mm dicken, kreuzweise gelegten Brettern A (Fig. 1 Taf. 31) so
ausgefüllt, daſs zwischen denselben etwa 10mm
weite Zwischenräume bleiben. Der obere Theil B ist mit
Kokes gefüllt. Der Aufsatz C besitzt am unteren
Innenrande einen ringförmigen Wasserschluſs c, in
welchen die umgebogene Kante einer gelochten oder netzartig gebildeten Waschplatte
D eintaucht. Dieselbe dreht sich, so daſs das
Wasser gehörig über die gesammte Kokesfläche vertheilt wird. Das über den Rand von
D flieſsende Wasser wird von der Schluſsrinne c aufgefangen, deren überflieſsender Inhalt alsdann an
der inneren Seite des Scrubber hinabrieselt.
Ueber der Waschplatte D befinden sich eine oder mehrere
Wasserzuführungen E, welche entgegengesetzt zur
Bewegungsrichtung der Platte D in Umdrehung versetzt
werden. Um das durch D flieſsende Wasser möglichst für
das Waschen des Gases auszunutzen, ist die Gasabführung so eingerichtet, daſs die
Gase oberhalb der Waschplatte D bei f in die Gasabführung F
treten, also gezwungen sind, die Löcher der Waschplatte zu durchziehen und mit dem
durch dieselben rinnenden Wasser in Berührung zu treten. In dem untersten Theile des Scrubber G kann man noch einen zweiten Wascher zur Reinigung des
in den Apparat eintretenden Gases von etwa mitgerissenem Theer anbringen.
Um nach R. Fleischhauer in Merseburg (* D. R. P. Nr.
31989 vom 7. Januar 1885) die Oberflächen der Scrubbereinlagen rein zu erhalten, soll von Zeit zu Zeit ein starker
Flüssigkeitsstrahl eingeführt werden. Der dazu verwendete Apparat besteht aus einem
Gefäſse a (Fig. 4 Taf. 31), an
welchem die Tragschneide c einseitig befestigt ist. In
Folge des Gegengewichtes p wird das leere Gefäſs stets
bei e aufsitzen. Wird nun in die Trichterdülle g irgend eine Flüssigkeit eingelassen, so wird sich, da
der Gefäſsraum nach rechts von Mitte Tragschneide aus gröſser ist, auch eine
gröſsere Menge Flüssigkeit daselbst ausbreiten; je höher also der
Flüssigkeitsspiegel steigt, desto mehr wird der Schwerpunkt des Apparates nach
rechts sich schieben, bis die Flüssigkeit der rechten Seite das Gewicht p der linken Seite überwiegt, und in Folge dessen das
Gefäſs plötzlich nach rechts stürzen und auf die Stütze f auflegen. Auf der rechten Seite des Gefäſses sind eine Anzahl heberartig
wirkender Rohre h eingesetzt. Stürzt nun das Gefäſs
nach rechts, so werden sich die Heber füllen und zum gleichzeitigen Auslaufe kommen.
Mit dem Abnehmen der Flüssigkeit wird sich der Schwerpunkt wieder nach links
schieben und auch das Gefäſs wieder nach links gekippt werden. Durch diese Bewegung
jedoch wird die Thätigkeit der Heber nicht unterbrochen, sondern die Flüssigkeit
wird schnell bis auf den Boden des Gefäſses auslaufen.