| Titel: | Zang's Holzstemmmaschine mit schräg angeordnetem Werkzeug. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 176 |
| Download: | XML |
Zang's Holzstemmmaschine mit schräg angeordnetem
Werkzeug.
Mit Abbildungen auf Tafel
10.
Zang's Holzstemmmaschine mit schräg angeordnetem
Werkzeug.
In Holz werden viereckige Löcher für Zapfen u. dgl. mittels Maschine auf zweierlei
Art hergestellt: Man verwendet ein flaches Stemmeisen und treibt dasselbe mit
kräftigem Stoſse derart in das Holz, daſs die Späne aus dem gebildeten freien
Lochtheile beim Aufgange des Eisens abfliegen können. Diese der gewöhnlichen
Handarbeit nachgebildete Methode hat verschiedene Nachtheile, welche besonders bei
tiefen Zapfenlöchern fühlbar werden. Entschieden besser ist der andere
Arbeitsvorgang, bei welchem ein mit 3000 bis 4000 minutlichen Umdrehungen
umlaufender Bohrer mit langen Seitenschneiden auf die vorgeschriebene Lochtiefe in
das Holz gesenkt und dann in demselben seitlich verschoben wird, bis die gewünschte
Schlitzlänge erzielt ist. Da aber hierbei die Lochenden halbrunde Begrenzung
erhalten, so erfordern rechtwinkelige Löcher eine Nacharbeit, nämlich das Ausstechen
der Schlitzkanten, was entweder unmittelbar durch den Langlochbohrer selbst, oder
durch besondere Stecheisen geschieht, welche entweder von Hand oder ebenfalls von
der Maschine aus betrieben werden. Soll nach der ersten Art der Bohrer als
Stecheisen dienen, so muſs derselbe eine rechteckige Rückenfläche besitzen, seine
Drehbewegung muſs abgestellt, dafür aber nachfolgend eine Hubbewegung eingeleitet
werden, das Werkzeug selbst muſs um seine Achse im rechten Winkel, den vier
Lochecken entsprechend, absetzend verdreht werden, alles Vorgänge, welche kaum
geeignet sind, die Leistung zu erhöhen und der Maschine selbst zum Vortheile zu
dienen. Die Unabhängigkeit beider Werkzeuge, des Bohrers und des Stecheisens, ist
daher trotz Vermehrung der Maschinentheile zu empfehlen. Um die Vollendung der
Arbeit zu beschleunigen, ordnet man Bohrer und Stecheisen möglichst nahe an einander
an.
Bisher sind Stemmmaschinen meist mit lothrechten oder wagerechten Werkzeugen in
festen oder verschiebbaren Schlitten ausgeführt worden; neuerdings hat nach dem Bulletin d'Encouragement, 1886 * S. 314 bezieh. dem Génie civil, 1886 Bd. 9 * S. 432 Zang in Paris eine Stemmmaschine gebaut, bei welcher
das Werkzeug etwa 20° gegen die Wagerechte geneigt, jedoch selbstverständlich
senkrecht zur Arbeitsfläche des Werkstückes steht. Bei den Stemmmaschinen mit
senkrecht angeordneten Werkzeugen behindern die ausfliegenden Späne die Uebersicht
der Arbeit, während jene mit wagerechten Werkzeugen wohl eine spanfreie
Arbeitsfläche, dafür aber einen ungünstigen Sehwinkel gewähren, wodurch wieder die
Genauigkeit beeinträchtigt wird. Deshalb erscheinen die bei Zang's Maschine durch die Schrägstellung erzielten Vortheile
beachtenswerth.
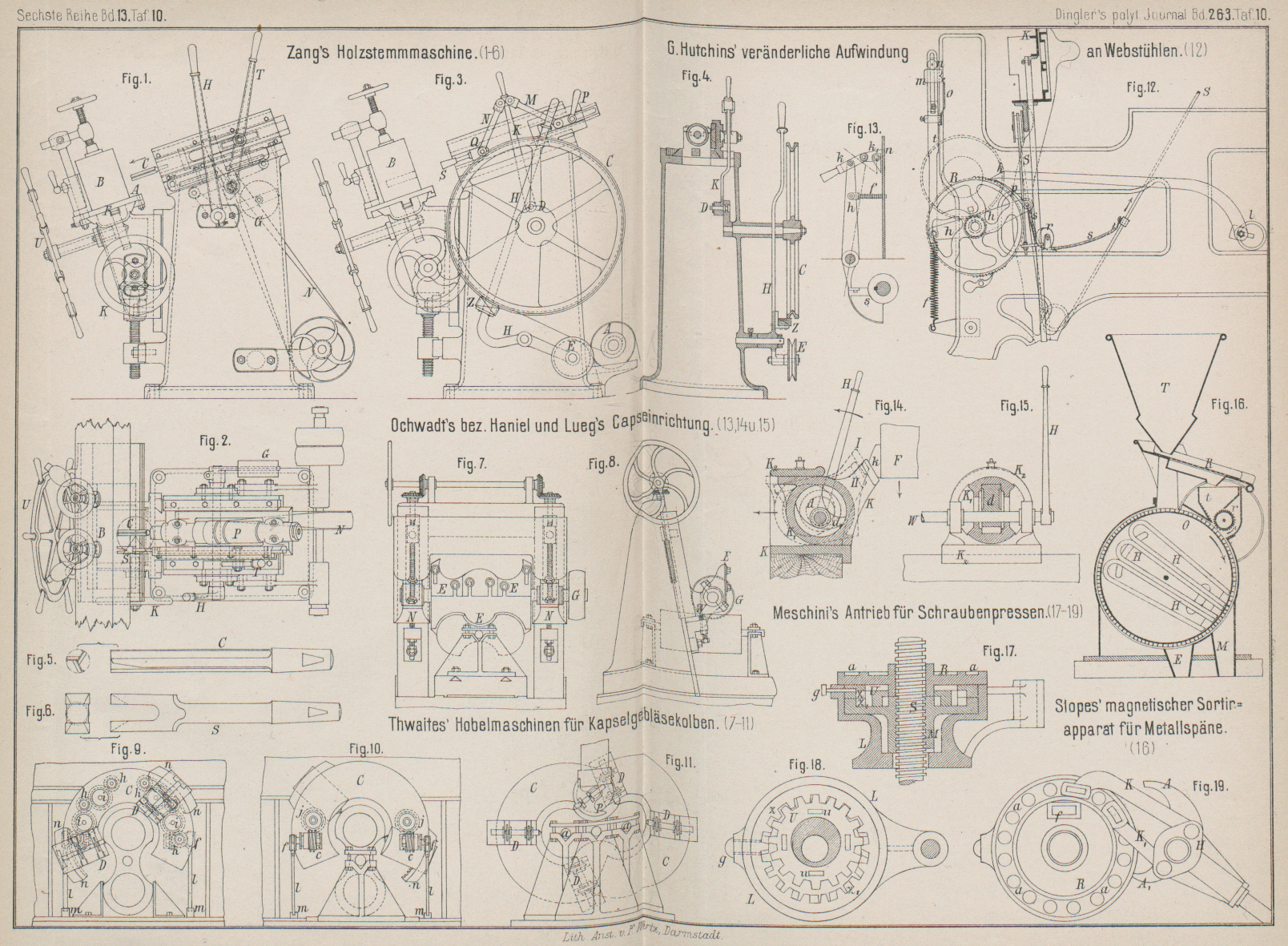
Bei der in Fig.
1 und 2 Taf. 10 dargestellten Ausführung der neuen Stemmmaschine wird das
Stecheisen S (vgl. Fig. 6) mittels eines
Handhebels T bewegt. Der Bohrfräser C (vgl. Fig. 5) ist in dem schräg
geführten Schlitten P gelagert, wird durch einen
geschränkten Riemen N von der an der Hinterseite der
Maschine unten am Fuſse liegenden Gegenwelle angetrieben und mittels des Handhebels
H gegen das Werkstück B geführt. Beim Freilassen des Hebels H wird
der Bohrer C durch das Gegengewicht G zurückgezogen und dabei der Hub oder die Lochtiefe
durch Anschlagklötzchen begrenzt. Quer zur Bohrerachse hat der Schlitten P keine Verschiebung, dafür erhält aber das auf dem
Aufspanntische A befestigte Werkstück B die Längsverschiebung zur Erzeugung des Langloches,
welche Verschiebung durch das Handrad U und Zahnstange
F erreicht wird. Das Werkstück wird zum Bohrer
eingestellt, indem der Tisch A in seine senkrechte
Schlittenführung mittels des Handrades K und einer
Schraubenspindel gehoben oder gesenkt wird. Wie schon oben erwähnt, wird hierbei das gebohrte Langloch
mittels des Stecheisens S von Hand an den Ecken
ausgestoſsen.
In Fig. 3 und
4 Taf. 10
ist eine zweite Anordnung der Stemmmaschine dargestellt, bei welcher das Stecheisen
auch von der Maschine aus bewegt wird. Ein Schnurtrieb zwischen den Rollen A und C bewegt eine Kurbel
D, deren Lenkstange K
an ein Kniegelenk M, N angeschlossen ist, in dessen
geführtem Ende Q das Stecheisen S steckt; der Drehpunkt des Gelenkstückes M
wird durch eine Griffschraube P in einer Führung
festgestellt, wodurch die Ausschlagtiefe geändert werden kann, ohne erst den
Kurbelzapfen verstellen zu müssen. Auch wird hierdurch die Kraftübersetzung am Ende
des Stecheisenhubes groſs, was für die Wirkung nur günstig sein kann. Der Handhebel
H trägt eine Spannrolle E für die Antriebsschnur und einen Bremsschuh Z für die Rolle C, wodurch ein rasches
Abstellen und Ingangsetzen bei der nur kurze Zeit beanspruchenden Vollendungsarbeit
des Loches erreicht wird.
Tafeln