| Titel: | F. Philips' Bolzenschmiedemaschine. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 505 |
| Download: | XML |
F. Philips' Bolzenschmiedemaschine.
Mit Abbildungen auf Tafel
31.
F. Philips' Bolzenschmiedemaschine.
Bei der Bildung der Schraubenbolzenköpfe durch Preſsschmieden auf Maschinen mit
lothrechter Bewegung des Formstempels mittels Schraube (vgl. Vincent und Le Blanc bezieh. Simon 1879 232 * 7. * 399. *
402) oder wagerechter Stempelbewegung mittels Kurbeln und Excenter (vgl. Horsfall bezieh. Geyer
1879 231 * 399. 233 * 449) ist
eine Gratbildung unvermeidlich. Handelt es sich aber um fabrikmäſsige Herstellung
von Schraubenbolzen, dann ist die Mehrarbeit, welche zum Beseitigen des Grates
erforderlich wird, für den Preis des Fabrikates sehr ins Gewicht fallend, ganz
abgesehen davon, daſs bei dem Anpressen gröſserer Köpfe die Entstehung von
Kantenrissen nur sehr schwer zu vermeiden ist. Zur Beseitigung dieser Uebelstände
hat man Schmiedemaschinen in Anwendung gebracht, welche die Köpfe nach und nach stauchen und
vollständig gratfreies, also fertiges Fabrikat liefern (vgl. Busch 1882 246 102).
Eine Schmiedemaschine dieser Art in wagerechter Anordnung hat F. Philips in Philadelphia (* D. R. P. Kl. 49 Nr. 37561 vom 20. Januar
1886) angegeben. Bei derselben sind auſser dem Stauchstempel für den Kopf noch zwei
Paare Seitenstempel zum Abplatten der Seitenflächen des Kopfes thätig. Letztere
Stempel werden mit ersterem Stempel so gegen den eingelegten warmen Bolzen
vorbewegt, daſs sich diese arbeitenden Werkzeuge immer ausweichen, obgleich sie
ununterbrochen hin und her gehen. Die Klemmvorrichtung für den Bolzen wird nach
Fertigstellung eines Kopfes um ein gewisses Stück von den Stempeln zurückbewegt, um
den fertigen Bolzen durch ein neues Metallstück ersetzen zu können.
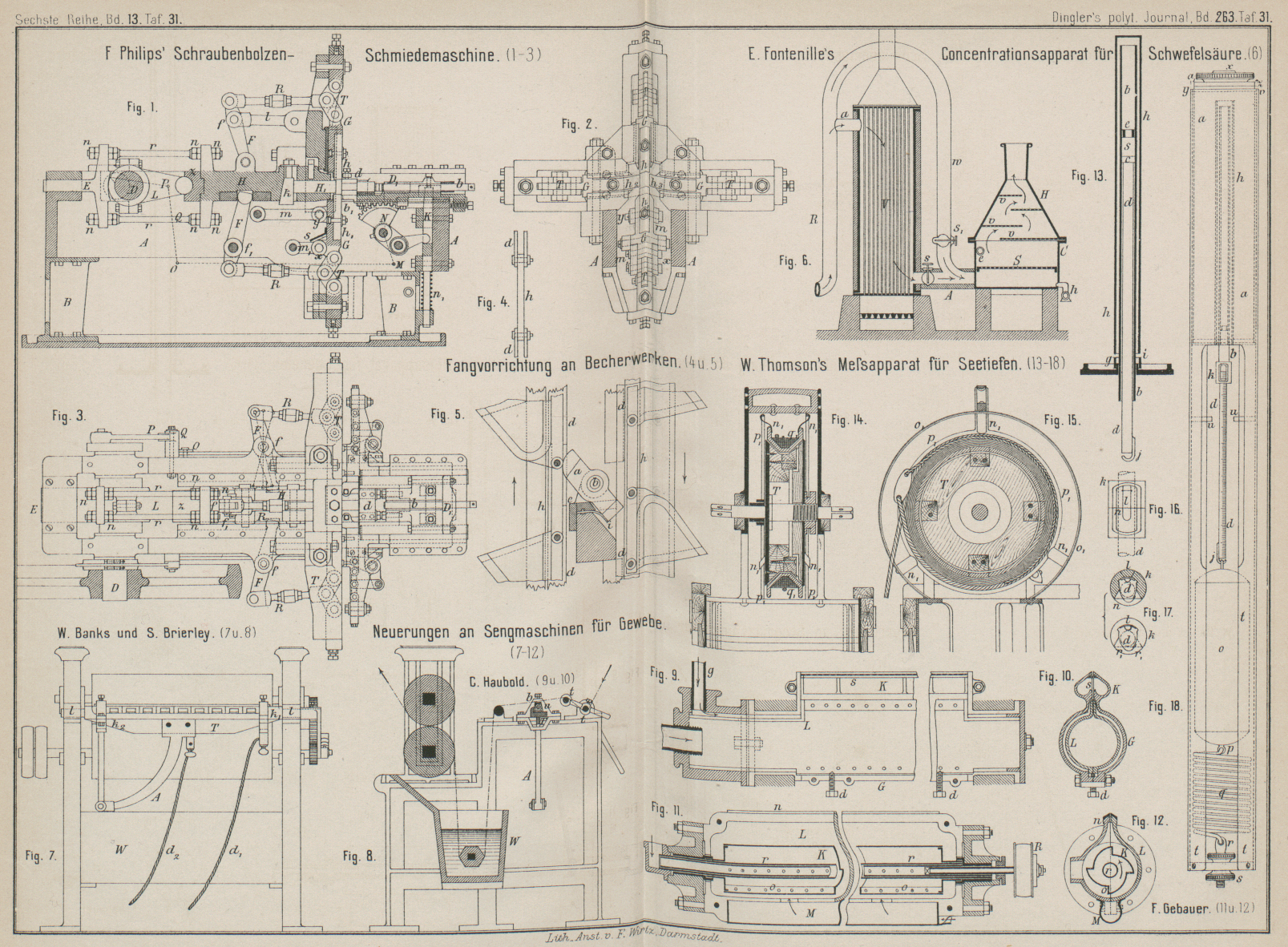
Fig. 1 Taf. 31
zeigt die Maschine im Längsschnitte, Fig. 2 und 3 eine Vorderansicht
bezieh. einen Grundriſs. In dem auf den Füſsen B
ruhenden Rahmen A ist die gekröpfte Antriebswelle D gelagert, welche durch die Schubstange L den Schlitten H des
Stauchstempels H1 hin
und her bewegt. Der Schlitten H ist im Rahmen A geführt und durch die sich frei bei z aufstützende Schubstange L, das Gleitstück E und die Zugstangen r so mit der Antriebswelle D verbunden, daſs jede Abnutzung der beweglichen Theile dieser Verbindung
durch die Doppelmuttern n vollständig ausgeglichen
werden kann. Zur genauen Einstellung des Stauchstempels H1 dient der Keil k. Die Seitenstempelpaare h, h1 und h2, h3 (Fig. 2) werden von dem
Schlitten H aus bewegt. Mit demselben sind nämlich vier
Hebel F verbunden, welche um Zapfen f schwingen. Der obere dieser Zapfen sitzt an der am
Rahmen A hängenden Gelenkstange l. Der untere Hebel F zum Antriebe des
Stempels h1 schwingt um
den festen Bolzen f1 im
Rahmen A und ist, um bei etwaigen Ausbesserungen
leichter herausgenommen werden zu können, mit dem Schlitten H nur durch ein Halbgelenk verbunden; die beiden seitlichen Hebel F (Fig. 2) schwingen
ebenfalls um feste Zapfen am Rahmen A. Alle vier Hebel
F sind durch der Länge nach stellbare Schubstangen
R an Kniegelenke T
angehängt, durch welche die Führungsstücke G der vier
Hämmer h bis h3 angetrieben werden. Damit die Hämmer h2 und h3 die Hämmer h und h1 beim Arbeiten nicht hindern, sind die
Verbindungsstangen der ersteren so eingestellt, daſs ihre Kniehebel T gestreckt sind, wenn der Schlitten E sich in der Mitte seines Laufes befindet, während die
oberen und unteren Kniehebel gestreckt sind, wenn der Schlitten H sich am entferntesten von dem zu stauchenden Bolzen
befindet. Bei jedem Hube des Schlittens H wirken die
Stempel h2 und h3 einmal, d.h. bei
jeder Umdrehung der Antriebswelle D zweimal auf das
Metallstück ein, weil die Schenkel ihrer Hebel F gleich
lang sind. Dagegen sind die Schenkel der Hebel F der
Hämmer h und h1 verschieden lang und deren Lenkstangen R so eingestellt, daſs die Hämmer h und h1 nur einen Druck auf
das Arbeitstück während einer Umdrehung von D
ausüben.
Die Gleitstücke G der Seitenhämmer
h, h2 und h3 laufen in
prismatischen, mit gut gehärteten Stahleinlagen versehenen Führungen; für den Hammer
h1 ist die Führung
beweglich gemacht, weil eine feste Führung dem schädlichen Einflüsse des
Hammerschlages, welcher in Verbindung mit dem während des Bolzenschmiedens
gebrauchten Wasser gerade auf den unteren Hammer fällt, nicht widerstehen kann; die
harten Führungen desselben werden in kurzer Zeit so abgenutzt, daſs das Gleitstück
G nach allen Richtungen hin nachgibt und die
Herstellung eines guten Bolzenkopfes verhindert. Aus diesem Grunde kann man sich auf
den unteren Hammer in keiner Weise verlassen und ist derselbe die stete Quelle von
Ausbesserungen. Um diesen Fehler zu beseitigen, ist die feste Führung des Hammers
h1 durch
Lenkerführung ersetzt.
Die Längen der Lenkerstangen m und
m1 sind so gewählt,
daſs die Arbeitsfläche von h1 fast genau
geradlinig bewegt wird, während dieser Hammer einen verhältniſsmäſsig nur kurzen Hab
ausführt. Die Drehung der Zapfen x und y am Hammerstücke G ist so
gering, daſs diese Zapfen ohne Bedenken in Wasser und Hammerschlag laufen können,
ohne bedeutenden Schaden erleiden zu müssen; indeſs können dieselben auch sehr
leicht durch Bleche s abgedeckt werden. Um den Hammer
h1 gegen ein
seitliches Ausweichen zu schützen, werden die Gabeln für die Zapfen x und y recht breit und so
groſs wie nur möglich gemacht, während die am Rahmen A
festen Gelenkpunkte durch zwei durch den Rahmen geführte Achsen gebildet werden.
Eine solche Gelenkführung kann natürlich für jeden der vier Seitenstempel angewendet
werden.
Zum Festhalten des Arbeitstückes während des Schmiedens dienen
zwei Klemmbacken d (Fig. 1), welche in dem
Schlitten D1 mittels
stellbarer Kniegelenke, ähnlich denen für die Schlitten G, an einander gepreſst werden können. Auſserdem wird das Arbeitstück
durch den Bolzen b am Zurückweichen vor den Hammer H geschützt. Der Schlitten D1 wird, nachdem ein neues glühendes
Metallstück zwischen d eingeklemmt worden ist, so weit
gegen die Hämmer vorgeschoben, daſs die Backen d die
Seitenhämmer berühren. In dieser Lage wird dann der Schlitten durch einen Sperrkeil
K festgehalten, welcher mittels der Feder n1 (Fig. 1) stets gegen D1 angedrückt wird und
in ein keilförmiges Loch im Schlitten D1 einfällt, sobald derselbe in die Arbeitslage
gebracht wird.
Eine sehr zweckmäſsige Steuerung zum Aus- und Einrücken des
Schlittens D1 ist in
der Patentschrift ausführlich beschrieben; dieselbe läſst ein Zurückziehen und
Vorschieben des Schlittens D1 nur beim Rückgange des Stauchstempels H zu
und ist hierzu durch die in Fig. 1 in einfachen Linien
angedeutete Hebelverbindung NMOQP mit der Antriebswelle
D in Verbindung gebracht.
Tafeln