| Titel: | Neuerungen in der Herstellung gewalzter Röhren. |
| Fundstelle: | Band 264, Jahrgang 1887, S. 475 |
| Download: | XML |
Neuerungen in der Herstellung gewalzter
Röhren.
Patentklasse 49. Mit Abbildungen auf Tafel 28.
Neuerungen in der Herstellung gewalzter Röhren.
Kaum hatte man die Schwierigkeiten überwunden, welche beim Walzen glatter fertiger
Dampfkesselschüsse aufgetreten waren, so ging man auch schon einen Schritt weiter,
indem man gewellte Kesselschüsse herzustellen begann
(vgl. S. Fox 1878 227 503).
Die Kostspieligkeit der Herstellung tadelloser Waare dieser Art zwang jedoch bald
darauf, das Herstellungsverfahren gewellter Kesselschüsse dahin abzuändern, daſs man
zunächst glatte Kesselschüsse aus Platten durch Schweiſsung erzeugte und diese dann
mit Wellen versah (vgl. 1886 261 156). Dabei hat man
freilich auf einige der Vortheile verzichten müssen, welche die ungeschweiſsten
gewellten, d.h. aus einem ringförmigen Stücke gewalzten Kesselschüsse besitzen. Beim
Walzen der letzteren ist man gezwungen, zunächst genügend dünnwandige Ringe durch
Schmieden oder Gieſsen herzustellen. Da das Schmieden solcher Ringe sehr kostspielig
ist, bleibt also nur das Gieſsen derselben übrig, wenn diese Fabrikation sich
erhalten soll. Beim Gieſsen lassen sich jedoch leicht nur Ringe von beträchtlicher
Wandstärke aus Stahl und Fluſseisen derartig herstellen, daſs das Material in dem
Ringe durchweg gleichartig ist und dabei die Guſsform völlig ausgefüllt wird. Nahezu
unmöglich war es dagegen, fehlerfreie, verhältniſsmäſsig sehr dünnwandige Ringe
genannter Art durch Gieſsen zu erzielen.
Um diese Herstellung doch zu ermöglichen, hat J. G.
Lawrie in Glasgow (* D. R. P. Nr. 35597 vom 17. September 1885) zum Gieſsen
der Stahlringe erhitzte Guſsformen in Anwendung gebracht, welche auch während der
Gieſsarbeit heiſs gehalten werden.
Die Formen können in Sand oder anderem geeigneten Material in
passenden Kasten hergestellt werden, oder aus feuerfesten Steinen o. dgl. bestehen,
welche mittels einer Ummantelung oder durch Reifen zusammengehalten werden; auch
lassen sich Formen vollständig oder theilweise aus Guſsstahl oder Guſseisen
verwenden, deren Flächen mit Graphit überstrichen werden.
Die fertig gestellte Form wird in einen Ofen gesetzt und bis zum
Schmelzpunkte des Stahles bezieh. so nahe dieser Temperatur als zulässig, erhitzt,
ohne die Form oder das Gestell derselben oder die Reifen zu beschädigen. Ist die
Form aus feuerfestem Material hergestellt, so kann das Innere derselben durch
Einführen von Strahlen oder Strömen brennender Gase erhitzt werden. Der geschmolzene
Stahl wird während des Erhitzens in die Form eingegossen.
Das Verfahren, geschmolzenen Stahl mittels Druckwasserapparate zu
verdichten, kann auch hierbei angewendet werden, wenn man Röhren von bester
Beschaffenheit erzeugen will. Für gewöhnliche Fälle ist ein Zusammendrücken des
Metalles jedoch nicht erforderlich. Zu bemerken bleibt hierbei noch, daſs man nach
dem angegebenen Verfahren Feuerrohrschüsse von solcher Gröſse und Stärke zu gieſsen
im Stande sein soll, daſs dieselben ohne weitere Behandlung zur Herstellung von
Kesseln angewendet werden können. Für gewöhnlich gieſst man jedoch die Wandung der
Schüsse etwas stärker und die Ringe der herzustellenden Form entsprechend kleiner.
Die Wellungen werden etwa ⅓ tiefer gemacht als beim fertigen Wellenring und die
Auſsenfläche um ungefähr ¼ der Höhe jeder Welle, parallel zur Rohrachse liegend.
Die derartig gegossenen Arbeitstücke werden nun mittels eines
besonderen Walzwerkes zu fertigen Kesselschüssen
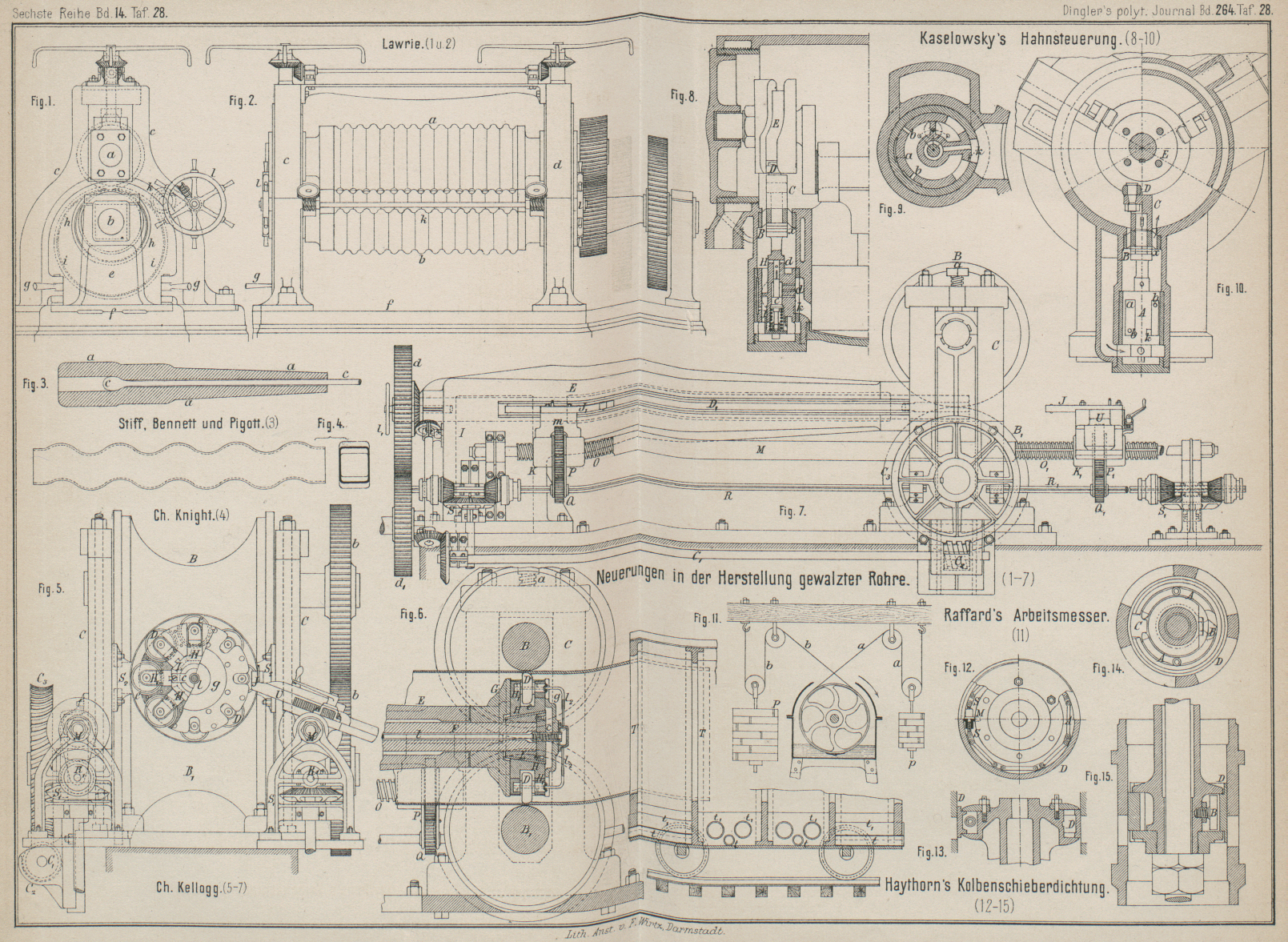
umgewandelt. Das Walzwerk ist in Fig. 1 und 2 Taf. 28 dargestellt und
besteht der Hauptsache nach aus zwei gewellten Walzen a
und b, welche in den Ständern c und d gelagert sind. Die obere Walze a kann mit ihren Lagern durch die bekannte
Nachstellvorrichtung gegen die Walze b verstellt
werden. Der im Ständer c liegende Zapfen der Walze b ist durch einen Bock e
gestützt, welcher (in Fig. 2 weggelassen) auf
der Grundplatte f verschoben werden kann, um die
Einführung und Herausnahme des Arbeitstückes im Walzwerke zu ermöglichen. Die
Klemmhebel g halten den Lagerbock e in einer ganz bestimmten Stellung zu dem
Seitenständer c. Das Werkstück besitzt beim Beginne der
Arbeit die durch h in Fig. 1 angegebene Gröſse
und erlangt durch den Walzprozeſs die mit i bezeichnete
Gestalt. Die beiden Walzen a und b haben entgegengesetzte Drehrichtung. Eine dritte
Walze k wirkt auf die Auſsenfläche des Werkstückes h und kann der Walze b
genähert, oder von derselben abgerückt werden; es geschieht dies dem Gröſserwerden
des Arbeitstückes entsprechend, so daſs letzteres bei seiner Drehung um die Walze
b von der Walze k
geführt wird. Die Einstellung der Walze k erfolgt von
den Handrädern l aus.
Zum Wellen dünnwandiger fertiger Blechröhren hat M. Würfel in Bochum (* D. R. P. Nr. 27485 vom 4.
September 1883) eine Maschine angegeben, welche mit zwei
ganz kurzen gewellten Walzen arbeitet. Von letzteren sitzt die untere Walze
am Ende einer im Maschinengestelle wagerecht gelagerten, frei liegenden Achse,
während die obere gleich lange Walze in einem seitlichen Ausleger der Maschine
mittels eines prismatisch geführten Halters derart angebracht ist, daſs dieselbe von
einem Tritthebel aus gegen die untere Walze, also gegen das zwischen beide Walzen
eingeschobene Rohr gedrückt werden kann. Beide Walzen werden durch Stirnräder in
entgegengesetzter Richtung gedreht und erzeugen auf dem glatten Blechrohre die
Wellen nach und nach zonenweise.
Ebenso wie die Würfel'sche Maschine dient die von C. Ernenputsch in Dortmund (* D. R. P. Nr. 30274 vom 6.
Mai 1884) angegebene und später (vgl. * Zusatz Nr. 37566 vom 17. März 1886)
verbesserte Maschine nur zum Wellen dünnwandiger
Blechröhren. Während jedoch jene zur Rohrachse concentrische Wellen
herzustellen gestattet, ist diese zur Erzeugung
schraubenförmiger Wellen bestimmt. Die gewellten kurzen
Arbeitswalzen sitzen auf den Mitten zweier in zwei Seitenständern über einander
liegenden, sich kreuzenden Achsen, von denen nur die obere in Drehung versetzt wird,
während dieselbe gleichzeitig gegen die untere, seitlich herausnehmbare Achse durch
eine Schraubennachstellung vorgeschoben werden kann.
Zu Endabtheilungen von sogen. Sectionsdampfkesseln werden schlangenförmige Röhren von
der durch Fig.
4 Taf. 28 dargestellten Form benutzt und zu deren Herstellung hat Ch. A. Knight in Glasgow (* D. R. P. Nr. 38334 vom 6.
April 1886) eine Presse angegeben, mittels welcher ein
cylindrisches Rohr auf folgende Weise in die genannte Rohrform übergeführt wird:
Zwischen zwei ebenen, genügend langen Backen einer Druckwasserpresse wird das
entsprechend lange Rohr von kreisförmigem Querschnitte mittels eines in dasselbe
eingeschobenen, nach einer Richtung hin ausdehnbaren Dornes in ein Rohr von
rechteckigem Querschnitte mit abgerundeten Ecken (Fig. 4) übergeführt.
Alsdann wird in dieses Rohr ein nach der Richtung der herzustellenden Wellen
ausdehnbarer, wellenförmiger Dorn eingeschoben und das Rohr zwischen wellenförmigen
Backen der Druckwasserpresse in die gewünschte Form gepreſst. Damit sich das
Rohrmaterial während der beiden Pressungen nicht seitwärts ausbiege, sind zwischen
die Preſsbacken in geeignete Nuthen derselben seitliche Führungsplatten eingesetzt,
welche das Rohrmaterial am Ausweichen nach beiden Seiten verhindern.
Bekanntlich walzt man ungesckweiſste Röhren bis jetzt in
der Art, daſs man einen Hohlblock über passende Dorne mehrere Male nach einander
durch kalibrirte Walzen hindurch führt, oder durch ein Universalwalzwerk hin und her
gehen läſst. Die erste Walzart hat den Uebelstand, daſs viel Zeit und Arbeit und in
Folge des erforderlichen mehrmaligen Erhitzens des Blockes auch viel Kosten
aufzuwenden sind, bis das Rohr fertig gewalzt ist. Dabei ist es auch schwierig,
Röhren gröſseren Durchmessers zu walzen. Die Anwendung eines Universalwalzwerkes
erfordert zwar ein häufigeres Erhitzen des Blockes nicht; allein man muſs auch
hierbei auf die Herstellung von Röhren gröſseren Durchmessers verzichten.
Ch. Kellogg in Buffalo, N.-Y., Nordamerika (* D. R. P.
Nr. 36178 vom 11. August 1885) hat nun zur Umgehung dieser Schwierigkeiten ein neues Walzverfahren und eine neue Maschine zum Walzen von Röhren und anderen
hohlcylindrischen Gegenständen angegeben, nach welchem Verfahren Röhren u. dgl. bei
einmaligem Durchgange der Werkstücke durch die neue
Maschine auf passende Form und Gröſse gebracht werden, indem dabei die Hohlblöcke
sowohl nach ihrer Längs-, als auch Querrichtung hin ausgewalzt werden. Der durch
Guſs o. dgl. hergestellte Stahl- oder Metallblock wird auf den gewünschten
Durchmesser und eine bestimmte Wandstärke in der Weise gebracht, daſs man denselben
zwischen äuſseren und inneren Walzen, welche unter einem Winkel von 90° zu einander wirken,
hindurchgehen läſst. Unmittelbar vor dem Durchgange durch die Walzen wird der den
letzteren zugewendete Theil des Blockes erhitzt, indem letzterer aus einem fahrbaren
Ofen in die Maschine gelangt; die Erhitzung des Blockes schreitet mit dem
Walzprozesse zugleich fort. Zur Ausführung dieses Walzverfahrens dient die in Fig. 5 und 7 Taf. 28 in
Stirn- und Seitenansicht sowie in Fig. 6 im
Längsquerschnitte durch die arbeitenden Theile und den Ofen dargestellte
Maschine.
Die beiden halbcylindrisch kalibrirten Walzen B und B1 sind in den Ständern C gelagert und können in bekannter Weise mittels der Schrauben a passend zu einander eingestellt werden. Diese Walzen
werden mittels der Stirnräder b von der Welle C1 (Fig. 5 und 7) getrieben, deren
Schnecke C2 in das
Schraubenrad C3 auf der
Achse der Walze B1
eingreift. Die Walzen B und B1 walzen den Block von auſsen und stützen
das Material gegen den Druck der auf die Innenfläche des Blockes wirkenden
Innenrollen D, welche vorn am umlaufenden Ende G des Dornes E (Fig. 6)
rechtwinkelig zu den Auſsenwalzen B, B1 gelagert sind.
Zu diesem Zwecke ist am anderen Ende der Maschine ein Ständer I, welcher den Dorn E
trägt, in solcher Entfernung angeordnet, daſs aus dem Blocke ein Rohr von einer
bestimmten Länge durch Vorschieben über den Dorn ausgewalzt werden kann. Der zur
Lagerung des Endes G dienende feste Dorn E erstreckt sich vom Ständer I aus unter einem rechten Winkel gegen das offene Kaliber der Auſsenwalzen
und liegt gleichachsig zu demselben. Auf das Vorderende G wird durch eine im festen Dorne E gelagerte
Achse F (Fig. 6) Drehung
übertragen, auf welcher Achse hinten ein Stirnrad d
sitzt, das mit einem von dem Motor getriebenen Stirnrade d1 im Eingriffe ist. Durch den festen Dorn
E wird das Ende G
desselben genau gleichachsig zum Kaliber der Walzen B,
B
1 erhalten, so daſs Unregelmäſsigkeiten im Auswalzen
der Blöcke ausgeschlossen sind, wenn diese beim Walzen frei über den Dorn
vorgeschoben werden.
In radial liegenden Einschnitten e
(Fig. 5
und 6) des
umlaufenden Dornendes G, die sich von dem vieleckigen
Nabentheile nach auſsen erstrecken, sind die Innenrollen D gelagert, deren Anzahl irgend eine angemessene sein kann. Die Lagerung
derselben in den Einschnitten e erfolgt, durch die
Lagerblöcke H (Fig. 5 und 6), die mittels Kappen die
Lagerschalen H1
festhalten. Die unteren Enden der Blöcke H sind
abgeschrägt und mit Schwalbenschwanznuthen versehen, welche beim Einschieben der
Blöcke in die Einschnitte e sich über entsprechend
gestaltete Knaggen schieben, die an einer keilförmig gestalteten Nabe L sitzen. Durch die Kopfplatte g am Dornende G werden die Lagertheile der
Innenrollen in geeigneter Lage gehalten. Die an der Keilnabe L befestigte Mutter c sitzt auf dem Gewinde
einer durch den Dorn nach rückwärts führenden und hinter dem letzteren ein Handrad
l1 (Fig. 7 Taf. 28) tragenden
Spindel l. Durch Drehung dieser Spindel verschiebt sich
L in Richtung der Dornlänge und durch die dann
eintretende Keilwirkung können die nur radial verschiebbaren Lager der Rollen D in einen gröſseren oder kleineren Abstand von der
Dornachse gebracht werden. Im ersten Falle ergibt sich eine geringere, im anderen
Falle eine gröſsere Wandstärke des Rohres. Auch kann man mittels dieser Einrichtung
das Einführen des Blockes in das Kaliber nach Bedarf erleichtern.
Zur Erleichterung des Walzens sind ferner die Achsen der
Innenrollen D zur Längsachse des Dornes etwas schräg
gelagert, so daſs die Rollen schraubenlinienförmig walzen. Durch die Hohlspindel l kann mittels Zweigröhren h (Fig.
6) den Lagern und den Flächen der Walzen D
zur Kühlung Wasser zugeleitet werden.
Zur Zuführung des auszuwalzenden Blockes sind an beiden Seiten des
festen Dornes E Nuthen D1 (Fig. 7) angebracht, in
welchen Schlitten m mit Hülsen K bezieh. K1
zweier Zuführungseinrichtungen verschiebbar sind, von denen die eine an der Seite
des Dornträgers I, die andere an der entgegengesetzten
Seite, nahe an den
arbeitenden Walzen, angeordnet ist. Die erstere erfaſst das Röhrende nach dem
Durchgange desselben durch die Walzen und die letztere schiebt den Block aus dem
Ofen in das Kaliber vor. Durch zangenartige Greifer J
(Fig. 5
und 7) des
hinteren Schlittens wird der Block aus dem Ofen nach den Walzen hingeführt, während
durch Greifer J1 des
vorderen Schlittens (Fig. 7) das fertig gewalzte Ende des Rohres geführt wird. Schlitten und
Greifer führen nun entsprechend der Drehung der Walzen das Rohr durch die letzteren
hindurch; sie können aber auch eine von den Walzen unabhängige Bewegung vor- und
rückwärts machen, um das Einführen der Blöcke zu ermöglichen und die fertigen Röhren
aus der Maschine zu entfernen.
Zahnstangen M, auf welchen die Hülsen
K, K1 (Fig. 7) sitzen,
greifen auf jeder Seite der Maschine in Zahnräder ein, welche auf der Achse des
Schraubenrades C3
sitzen, wodurch beim Walzen die Greifer entsprechend der Umdrehungsgeschwindigkeit
der Walzen verschoben werden. Die zum Vorschieben dienenden Greifer J sind bei U (Fig. 5 und 7) verschiebbar
und können gehoben werden, um den Block zu erfassen, und wieder gesenkt werden;
letztere Bewegung wird mittels Kurbel, Zahnrad und Zahnstange bewirkt.
Zur schnellen Rückwärtsbewegung der Greifer ist ein Theil der
Zahnstangen bei O bezieh. O1 (Fig. 7) mit Gewinde
versehen, auf welchen die Hülsen K bezieh. K1 sitzen. Auf diesen
Hülsen sind Zahnräder P bezieh. P1 angeordnet und diese Zahnräder bilden
die Muttern für die Gewindetheile O der Zahnstangen.
Durch Drehung der Achse R kann mittels des Zahnrades
Q das Zahnrad P
gedreht werden, um den Greifer J1 vor- oder rückwärts zu verschieben, und durch
Drehung der Achse R1
erfolgt zur Verschiebung des Greifers J die Drehung der
Räder P1 und Q1. In den Achsen R und R1 sind Längsnuthen enthalten, in welche Federn der
Räder Q, Q1 fassen; mit
Hilfe von Mitnehmern zu beiden Seiten von P und Q bezieh. P1 und Q1 wird eine seitliche Verschiebung von Q und Q1 nach Maſsgabe
der Verschiebung der Greifer ermöglicht. Der Antrieb der Achsen R und R1 nach der einen oder anderen Drehungsrichtung
erfolgt von der Maschine aus durch je eines der beiden Kegelräder S, S1 (Fig. 7). Anschlagstücke
S2 (Fig. 5) am Gestelle bilden
zusammen mit dem Kaliber der Walzen B, B1 einen geschlossenen Kreis und verhindern, daſs an
dem Rohre seitlich ein Grat sich bildet; auſserdem geben sie der Auſsenfläche des
Rohres beim Walzen genaue Führung.
Der aus Fig. 6 Taf. 28
ersichtliche fahrbare Ofen zum Erhitzen der
auszuwalzenden Ringe besteht aus einem mit feuerfestem Material ausgekleideten
Eisenblechkasten, der durch Rippen T in einzelne
Abtheilungen geschieden ist, welche für sich mit Gas geheizt werden können, zu
welchem Zwecke besondere Gas- und Luftzuleitungen t und
t1 vorhanden sind.
Die in den Ofen eingeführten Blöcke werden für den Walzprozeſs angemessen erhitzt.
Hierbei kann die Temperatur in den Ofenabtheilungen verschieden sein, so daſs in der
den Walzen zunächst gelegenen Abtheilung die höchste Temperatur herrscht.
Nachdem der auszuwalzende Hohlblock in dem Ofen erhitzt worden
ist, wird mittels des vorderen Greifers J das Ende
desselben erfaſst und in das Kaliber der in Drehung versetzten Walzen eingeführt.
Dieser vordere Greifer laſst den vorgeschobenen Hohlblock erst dann los, wenn das
hintere Ende desselben durch die Walzen zu gehen im Begriffe ist. Alsdann erfaſst
der hintere Greifer J das vordere Ende des ausgewalzten
Rohres. Ist nun dasselbe vollständig durch die Walze gegangen, so kommt der
kreisende Dorn G mit den Innenwalzen D zum Stillstande, die Auſsenwalzen B, B1 werden durch
Umschaltung des Getriebes entgegengesetzt gedreht und durch Vorbewegung des hinteren
Greifers wird nun das fertige Rohr frei über den Dorn hinweg rückwärts durch die
Walze geschoben, bis sein hinteres Ende von dem vorderen Greifer erfaſst und weiter
gezogen wird, um mittels eines an Stelle des Ofens vorgefahrenen Wagens einer
Vollendungswalze übergeben zu werden.
Es wird also nach diesem Verfahren eigentlich nur die Innenfläche des Rohres
verändert, der innere Durchmesser auf Kosten der Wandstärke vergröſsert und zugleich
das Rohr gestreckt. Dagegen bleibt der Auſsendurchmesser des Rohres völlig
unverändert die Auſsenwalzen dienen demnach auch zunächst nur zur Abstützung des
Materials gegen die Wirkung der Innenwalzen.
Das beschriebene Walzwerk könnte auch sehr wohl zum Walzen von fertigen
ungeschweiſsten Röhren im kalten Zustande verwendet werden, um die Wandung der
Röhren zu verdichten; es brauchten zu diesem Zwecke nur die Rollen D durch solche mit einer etwas weniger gewölbten
Arbeitsfläche ersetzt werden.
Ein Walzwerk, welches nur zum Verdichten der Wandungen
ungeschweiſster Röhren für Torpedos u. dgl. bestimmt ist, hat F. Daelen in Berlin (* D. R. P. Nr. 31222 vom 5. August
1884) angegeben. Dasselbe besteht im Wesentlichen aus einer langen angetriebenen und
einer kurzen, nur durch Reibung mitgenommenen Arbeitswalze; erstere wird durch das
zu bearbeitende Rohr hindurchgesteckt und führt das Rohr während der Bearbeitung
desselben. Die kurze Arbeitswalze besitzt eine nur wenig gewölbte Arbeitsfläche,
kann gegen das Rohr beliebig stark angedrückt werden und erhält eine zur langen
Walze schräge Stellung. In Folge dieser Stellung hat dieselbe das Bestreben, das zu
verdichtende Rohr nach einer Schraubenlinie zu bearbeiten. Hierin wird dieselbe
durch ein an dem Rahmen dieser Walze befestigtes Zahnstangengetriebe und ein von der
Antriebswelle der Maschine aus bewegtes Rädervorgelege unterstützt. Nachdem die
kurze Arbeitswalze auf das Rohr seiner ganzen Länge nach eingewirkt hat, wird
dieselbe selbstthätig so umgestellt, daſs sie das Rohr in gleicher Weise, aber nach
entgegengesetzter Richtung zu bearbeiten strebt. Damit letzteres eintreten kann,
wird das Zahnstangengetriebe durch ein Kegelräderwendegetriebe in entgegengesetzter
Richtung umgedreht. Das Wendegetriebe wird nicht selbstthätig, sondern von Hand
umgestellt.
Zum Schlusse soll hier noch ein Verfahren zur Herstellung
dichter dickwandiger Bohre (Kanonenrohre) beschrieben werden, welches sich
an das von H. Gruson in Buckau-Magdeburg (* D. R. P.
Nr. 4893 vom 15. September 1878) vorgeschlagene Verfahren, Geschützrohrwandungen zu
verdichten, ziemlich innig anschlieſst. Dieses von W. C.
Stiff, H. B. S. Bennett und Th. W. Pigott in
Birmingham (* D. R. P. Nr. 35541 vom 13. November 1885) angegebene Verfahren besteht
darin, daſs man durch die gebohrte dickwandige Röhre mit einem verhältniſsmäſsig nur
engen Loche zunächst einen Kolben c (Fig. 3 Taf. 28)
hindurchzieht oder preſst, wie es auch bei Gruson
geschieht, und dann den hierdurch gröſser gewordenen äuſseren Durchmesser der Röhre
a durch Walzen o. dgl. wieder verkleinert. Diese
beiden Arbeiten werden unter Benutzung verschieden starker Kolben c so oft als nöthig an ein und demselben Werkstücke
wiederholt. Um eine möglichst groſse Verdichtung der Rohrwandung zu erreichen, kann
der Kolben c zum Schlusse auch noch durch das von
auſsen gepreſste Rohr a hindurchgeschoben werden.
Tafeln