| Titel: | A. Arbel 's Herstellung geschmiedeter Räder in einem Stücke. |
| Fundstelle: | Band 264, Jahrgang 1887, S. 595 |
| Download: | XML |
A. Arbel
's Herstellung geschmiedeter Räder in
einem Stücke.
Mit Abbildungen auf Tafel
34.
Arbel's Herstellung geschmiedeter Räder in einem
Stücke.
Das bekannte Arbel'sche Verfahren zur Herstellung
schmiedeiserner Räder (vgl. 1879 233 345), bei welchem
letztere nicht stückweise aufgebaut, sondern in kaltem Zustande zusammengesetzt und
in einer einzigen Hitze oft mit einem einzigen Schlage des Dampfhammers geschweiſst
werden, hat neuerdings insofern eine Erweiterung erfahren, als jetzt nach dem
Oesterreichisch-Ungarischen Patent Kl. 49 vom 16. April 1886 in dem A. Arbel'schen Werke in Rive de Gier (Departement
Loire) auch Vollräder mit speichenförmigen Rippen in einem einzigen Stücke
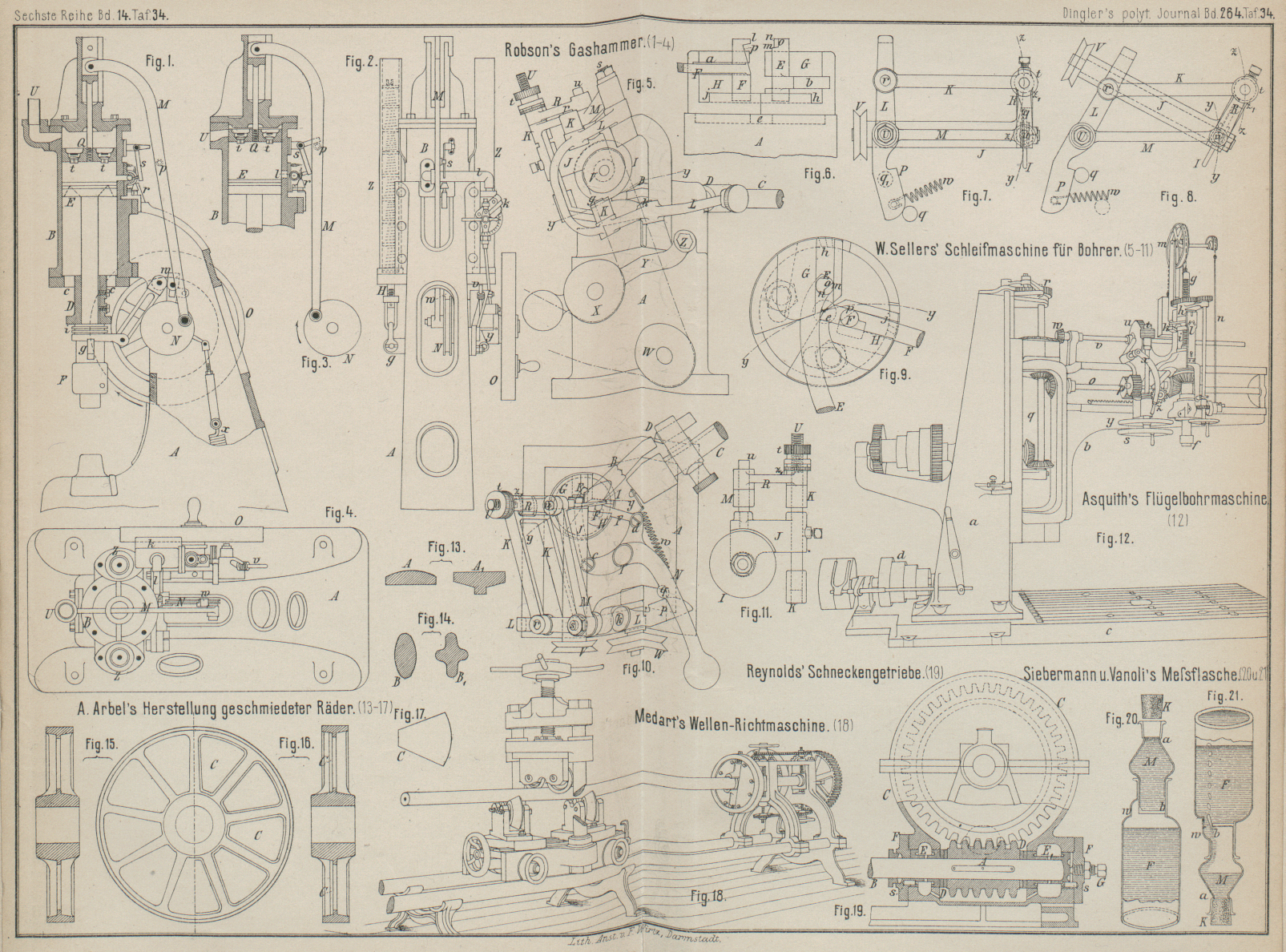
geschmiedet werden. Der Radkranz wird aus einer gewalzten Schiene gebildet, welche
entweder das Profil A oder A1 (Fig. 13 Taf. 34) besitzt;
die Speichen, gleichfalls aus Walzeisen, haben theils elliptischen, theils
kreuzförmigen Querschnitt B oder B1 (Fig. 14). Das
Zusammensetzen von Felge, Speichen und Nabe in kaltem Zustande und die Erhitzung in
Schweiſsöfen erfolgt in der üblichen Weise. Die Räder werden dann in einem
entsprechenden Gesenke unter dem Dampfhammer oder unter einer Presse, welche ein
zweites Gesenk trägt, geschmiedet und es genügt bei einfachen Formen die
Schweiſshitze gleichzeitig zur Formgebung. Selbstverständlich müssen die
Querschnitte der Eisen so berechnet sein, daſs die Gesenke ausgefüllt werden.
Auf diese Weise erhält man ein Rad, bei welchem Radreifen, Speichen und Nabe bereits
genügend fest mit einander verbunden sind und das die in Fig. 15 dargestellte Form
besitzt. Es unterscheidet sich von dem früheren Arbel'schen Rade nur durch die guſsnahtartigen Rippen rings um den Radkranz
und längs der Speichen.
Es werden nun aus einer flachen Schiene, welche im rohen Zustande oder ausgearbeitet
ist, oder aber aus Blech von entsprechender Dicke Stücke ausgeschnitten, welche
genau in die Oeffnungen zwischen Radkranz, Speichen und Nabe hineinpassen und die
Gestalt C (Fig. 17) besitzen.
Sofort, nachdem das Rad zum ersten Male erhitzt worden, legt man, wie aus Fig. 16
ersichtlich, die Platten C in die erwähnten Oeffnungen
ein, wo sie auf den Rippen des Radkranzes und den Speichen aufruhen. Dann bringt man
die Räder neuerdings in den Ofen und legt sie nach erfolgtem Erhitzen wieder in die
Gesenke ein, wodurch man eine vollständige Verbindung aller Theile, also ein Rad mit
voller Radscheibe und
nach der Richtung der Speichen verlaufenden Rippen erhält, wie dies Fig. 16 veranschaulicht,
Nach diesem Verfahren kann man auf billige Weise Vollräder herstellen, welche
zugleich die Vortheile der Speichenräder besitzen.
Statt das zwischen den Speichen gespannte Blech C an den
mittleren Theil der Speichen anzuschweiſsen, kann man dasselbe auch mit den Rändern
der Speichen verbinden, wozu die Speichen entsprechend geformt werden. Man verwendet
in diesem Falle statt mehrerer sektorförmig ausgeschnittener Bleche, deren jedes
zwischen je zwei Speichen eingeschweiſst wird, ein einziges ringförmiges Blech, oder
auch einen aus mehreren solchen Theilen bestehenden Ring, welcher auf den Umfang der
Nabe, die Speichen und den Radkranz zu liegen kommt; das Anschweiſsen dieses Ringes
geschieht in einer einzigen Hitze entweder durch Pressen, oder mittels Dampfhammer.
Bei dem auf diese Weise hergestellten vollen Rade mit speichenförmigen Rippen liegen
die darüber gespannten Bleche in der Ebene des Radkranzes. Die Räder der letzteren
Bauart bieten nun insofern Vortheile, als der Winkel zwischen der Radscheibe und dem
vorspringenden Radkranze, in welchen während der Fahrt immer Staub und Sand fällt,
um dann später, während der Zug still steht, auf die Schmierbüchsen zu gelangen,
vermieden ist, ferner durch das Anbringen des die Radscheibe bildenden Bleches am
Umfange des Radkranzes dieser weniger steif gemacht wird, so daſs es nicht mehr
nöthig ist, die Radreifen zu walzen. Es vereinigt daher das Rad mit seitlich
angeschweiſster Blechscheibe alle Vortheile der Speichenräder und der Vollräder in
sich, ohne deren Nachtheile zu besitzen.In der Zeitschrift des Vereins deutscher
Ingenieure, 1887 * S. 881 beschreibt P.
Hetzler die Herstellung schmiedeiserner Räder nach dem älteren Arbel'schen Verfahren auf den Werken der
Gesellschaft John Cockerill in Seraing und im
Anschlusse hieran das Arbel'sche Verfahren für
schmiedeiserne Räder mit hölzernem Felgenkranz
für Fuhrwerke aller Art (Lastwagen, Schlagkarren, Feuerspritzen,
Geschützlafetten u. dgl.), welche sich sowohl durch groſse
Widerstandsfähigkeit, Dauerhaftigkeit und ruhigen Gang
auszeichnen.
Tafeln