| Titel: | Drehbank von Smith und Coventry. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 7 |
| Download: | XML |
Drehbank von Smith und Coventry.
Mit Abbildungen auf Tafel
2.
Drehbank von Smith und Coventry.
Bei dem Streben, den Bedarf gleichartiger Theile durch Specialarbeitsmaschinen zu
decken, haben sich solche Maschinen vortheilhaft eingeführt, welche zwar den
Grundsatz der Arbeitstheilung streng durchzuführen gestatten, welche aber, nachdem
der eine Posten gleicher Stücke fertig gestellt ist, für einen ähnlichen, jedoch
anders gestalteten Posten in gleicher Weise vortheilhaft zugerichtet werden
können.
Eine Maschine dieser Art, von Smith und Coventry in
Manchester, nach einem System gebaut, welches eine
25jährige Entwickelungszeit hinter sich hat (nach Armengaud's Publication
industrielle Bd. 30 wiedergegeben), hat viel
Uebereinstimmendes mit der Maschine zur Herstellung von Schrauben, System Brown und Sharpe (vgl.
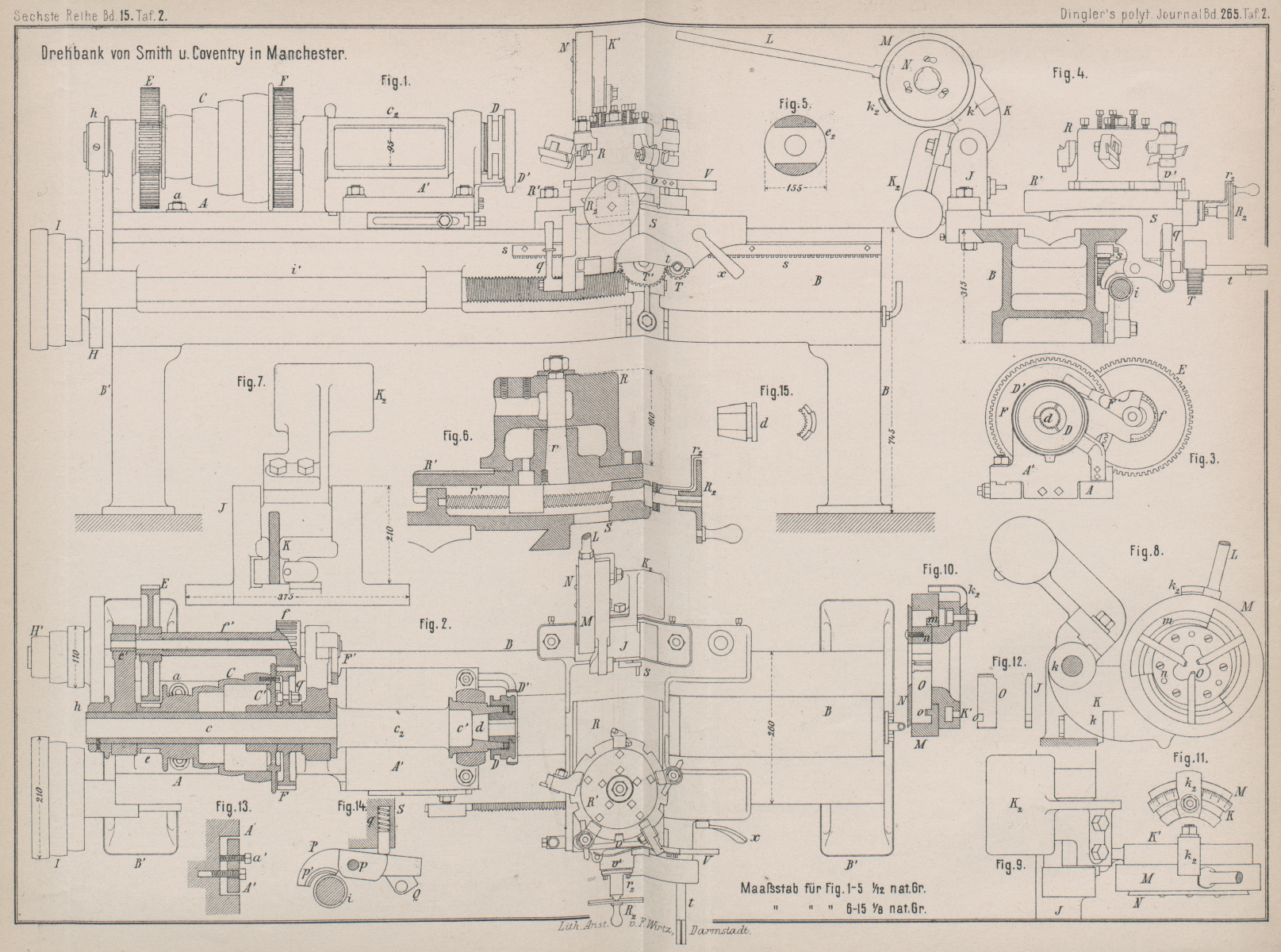
1886 259 * 63). Die auf Taf. 2 dargestellte Maschine ist
für die Bearbeitung von Arbeitsstücken von 10 bis 54mm Durchmesser, bei 200mm
Schnittgeschwindigkeit gebaut, wobei Späne von 3mm
Breite und 1mm Dicke abgehoben werden können.
Der Spindelstock dieser Maschine besteht aus dem Theile A (Fig.
1 und 2), welcher den Antrieb CEF enthält, und dem
Vorderlager A1, welches auf der
erweiterten Spindelstockplatte A befestigt ist und nach
Bedarf etwas Verschiebung durch die Schrauben a1 (Fig. 13) erhält.
Die schmiedeiserne Hohlspindel c läuft in drei Lagern,
von denen das Vorderlager conisch ausgebohrt ist, und der Spindel den nöthigen Halt
in der Achsrichtung gibt.
Die Hohlspindel c2 ist
zwischen den beiden Vorderlagern zu dem Zwecke durchbrochen (Fig. 1 und 5), damit man die
Arbeitsstücke bequem vorschieben und durch die Spannvorrichtung alsdann festspannen
kann. Diese besteht aus drei Backen d (Fig. 3 und 15), welche durch die
Ueberwurfmutter D in die conische Ausbohrung der
Spindel gedrückt werden, wodurch sie das durchgeschobene Arbeitsstück einklemmen.
Ein Schutzschirm D1
fängt das abflieſsende Seifenwasser auf und leitet es in den aus der Wange
gebildeten Sammeltrog B. Der Hauptantrieb ist aus der
Fig. 1 und
2 leicht
verständlich.
Die bloſs einen Viertelbogen betragende Leitspindelmutter P (Fig.
14) schwingt hebelartig um einen festen Zapfen p, welcher, wie die Druckfeder q an einem
Arme des Schlittens S angebracht ist.
Während durch die Wirkung des Federstiftes q die Mutter
stets ausgerückt ist, wird dieselbe durch den Daumenhebel Q in Verbindung mit der Leitspindel i
gebracht und dadurch der Selbstgang eingerückt.
Vermittels der Zahnräder T und T1, welche den Eingriff in die an der
Wange B angeschraubte Zahnstange s bezwecken, wird durch Drehung der Handkurbel t die Rückbeförderung des Supportschlittens S erreicht.
Der Schlittenobertheil S ist mit schmalen Rändern
versehen, um das Kühlwasser aufzufangen und es in den Trog, welcher die Wange bildet
(Fig. 2
und 6),
abzuleiten. Auf dem Schlittenvordertheil verschiebt sich eine Quersupportplatte R1 (Fig. 6) in Prismaführung
durch die Schraubenspindel r1 von Hand bethätigt. Auf dieser Platte dreht sich um den stehenden Bolzen
r ein cylindrischer Werkzeugsupport R, der vermöge eines Hebels, welcher sich in
Einschnitte seines unteren Randes einlegt, bestimmte Einstellungen erhält. Im oberen
Theile dieses Drehstückes R sind in fünf radial
stehenden Bohrungen, fünf verschiedene Stähle in Stahlhaltern eingestellt, wie sie
für das Vor- und Fertigdrehen, Anstechen u.s.w. geeignet sind.
Auf der, dem Arbeiter entgegen stehenden Seite, ist auf dem Supportschlitten ein
Lagerbock J (Fig. 2, 4, 7, 8, 9) aufgeschraubt, um
dessen Zapfen k eine Sellers'sche Schraubenkluppe schwingt.
Ein Gegengewicht K2
gleicht die Last aus und sichert die Ruhelage. Durch Drehung des Kammringes M (Fig. 8 und 10) werden drei
Schneidbacken O (Fig. 12) beliebig weit an
einander gerückt. Durch Anschlag des Handhebels L an
ein Stellstück k2 (Fig. 11) wird
der Durchmesser der zu schneidenden Schraube festgestellt.
Bei dieser für die Massenherstellung kleiner Schrauben, Zäpfchen, Stifte u. dgl. vorzüglich
geeigneten Maschine steht der drehbare Werkzeugträger gerade vor der Schnittstelle,
wodurch der Einblick darauf verdeckt wird. Auch wird die Annäherung des Supportes an
die Spannvorrichtung der Spindel gehindert, wodurch man gezwungen wird, mit
gröſseren freien Längen zu arbeiten, was bei schwachen Stäben miſslich ist, aber
immerhin durch Biegung des Drehstahles beseitigt werden kann. Um das Uebergreifen
der Slipportvorrichtungen zu erleichtern, dient auch das freistehende Spindellager.
Dagegen ist durch die kreuzweise Supportbewegung der Maschine ein weites Arbeitsfeld
eröffnet. Immerhin darf die groſse Zahl (1200) der von Smith
und Coventry gelieferten Maschinen dieser Art als das beste Zeugniſs für
die Vorzüglichkeit derselben angeführt werden.
Tafeln