| Titel: | Neuerungen an Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 289 |
| Download: | XML |
Neuerungen an
Holzbearbeitungsmaschinen.
(Patentklasse 38. Fortsetzung des Berichtes S. 157
d. Bd.)
Mit Abbildungen auf Tafel
16 und 17.
Neuerungen an Holzbearbeitungsmaschinen.
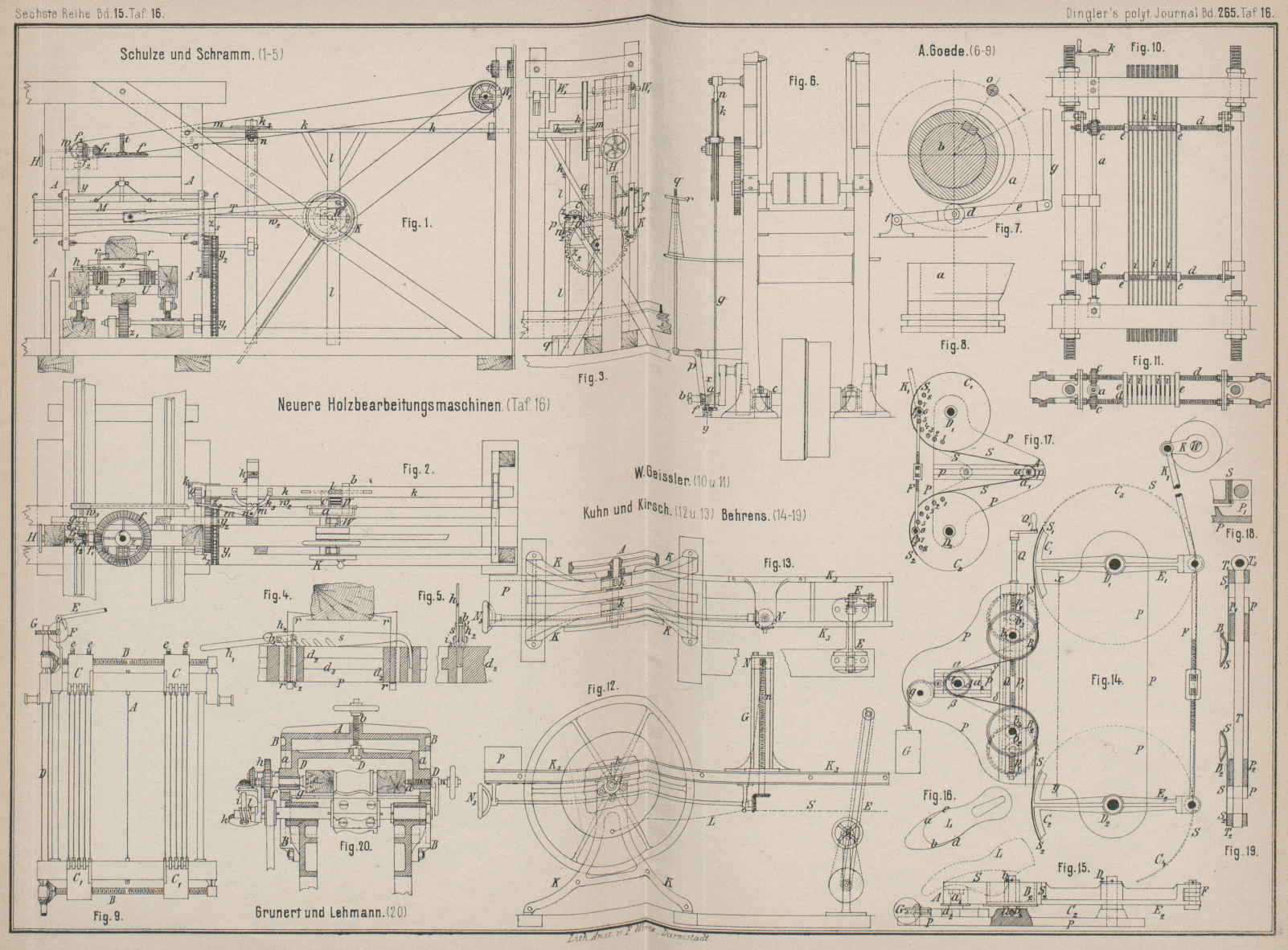
Bei dem Horizontalgatter von Schulze und Schramm in Wendisch-Buchholz (*
D. R. P. Nr. 40087 vom 21. September 1886) wird von der Hauptwelle W (Fig. 1 bis 5) die hin und her gehende
Bewegung der. Gattersäge durch die Kurbelscheibe K und
Pleuelstange T, der Vorschub des Arbeitsschlittens U durch die Reibungsscheibe a und ein Zahnkettengetriebe, die auf und nieder gehende Bewegung des
supportartig im Gestelle A geführten Gatters M durch ein Vorgelege W1 und Schraubenspindel t bewirkt.
Die Bewegungsübertragung auf den Arbeitsschlitten U
erfolgt mittels Zahnräder z1
z2
z3 und Kettengetriebe
y1
y2 durch die zur
Antriebswelle W senkrechte Welle w2, welche einerseits
in einem am Gattergestelle befestigten Lager o ruht und
andererseits durch eine an der Steuerstange k hängende
Stange l mittels eines an dieser befestigten Traglagers
p getragen wird; letzteres schlieſst eine auf Welle
w2 in Feder- und
Nuthverbindung verschiebbare Hohlachse ein, welche zwei Reibungsscheiben b und c mit einander
verbindet. Von diesen beiden Scheiben, welche zur Erhöhung ihrer Adhäsionsfähigkeit
mit Lederringen versehen sind, steht die eine in stetiger Berührung mit der
tiefliegenden ebenen Fläche der Scheibe a, während die
andere Scheibe c durch Vorwärtsziehen der Steuerstange
k mit dem hohen Rande der Scheibe a in Berührung gebracht werden kann. Vermöge dieser
Einrichtung kann durch Vor- und Rückwärtsschieben der Steuerstange k die Scheibe b mit der
Scheibe a an mehr oder weniger von der Mitte entfernten
Punkten zum Angriff gebracht und dem zu Folge durch Scheibe a in mehr oder weniger rasche Umdrehung versetzt werden, welche sich
mittels des Zahnrädergetriebes z1
z2
z3 und Kettengetriebes
y1
y2 auf den Schlitten
U überträgt. Die Anordnung ist hierbei derart
getroffen, daſs die kleinere Scheibe c stets diesseits
der Mitte der Scheibe a bleibt, während die gröſsere
Scheibe b jenseits dieser Mitte in verschiedenen Radien
der Scheibe a eingestellt wird, und daſs Scheibe b gerade in die Mitte der Scheibe a gelangt, wenn die kleine Scheibe c auf den Rand der letzteren gezogen wird; es tritt
dann in diesem Augen-Wicke eine Umkehrung der Drehbewegung der Welle w2 ein. Diese
rückgängige Bewegung erfolgt um so schneller, je kleiner der Durchmesser der Scheibe
c gegenüber demjenigen der Scheibe b und je gröſser der Durchmesser des Randes der Scheibe
a ist. Demgemäſs erfolgt dann auch in Wirklichkeit
die Rückwärtsbewegung des Schlittens U mit groſser
Geschwindigkeit, wogegen man es andererseits in der Hand hat, die Geschwindigkeit
des Schlittenvorschubes während der Arbeitsdauer innerhalb sehr weiter Grenzen
bis zu Null herab durch Vor- und Rückwärtsschieben der Steuerstange zu
verändern.
Zum raschen Vorschieben ist die letztere mit einem Handgriffe k0 versehen (Fig. 2 Taf. 16); um jedoch
ihre Lage fein einstellen zu können, steht sie in Verbindung mit einem zweiarmigen
Hebel mm, welcher sich um einen an der Auflagerstütze
k2 der Steuerstange
befestigten Bolzen n dreht und mittels eines Stiftes in
eine Einkerbung des an der Steuerstange befestigten Segmentbogens k3 eingreift, so daſs
ein leichter seitlicher Druck gegen den Hebel m eine
kleine Vor- oder Rückwärtsbewegung der Steuerstange k
zur Folge hat.
Soll die Umsteuerung rasch erfolgen, so hebt man die Steuerstange k etwas in die Höhe und drückt sie etwas seitlich,
wodurch ihre Verbindung mit dem Hebel m gelöst und
zugleich auch der Druck der Scheibe b (bezieh. c) und a gegenüber
aufgehoben wird, schiebt sodann die Steuerstange in die gewünschte Stellung und
bringt sie wieder in Eingriff mit dem Hebel m, wodurch
auch die Reibung zwischen den Scheiben wieder hergestellt wird. Diese Reibung wird
auch durch die nach unten verlängerte und durch den Schlitz eines befestigten
Brettes q hindurchragende Stange l während der Arbeit federnd gesichert.
Eine schwingende Führung der Säge wird dadurch herbeigeführt, daſs die mit beiden
Sägearmen verbundenen Klauen in vier, am Support M
befestigten, schwach gekrümmten Führungsbahnen ee hin
und her geführt werden.
Die senkrechte Bewegung des Supports erfolgt mittels Kegelräder ff1 und Handrades H; neu ist hierbei jedoch, daſs die Welle w4, auf welcher das
Handrad H und das conische Zahnrad f1 sitzen, gleichzeitig
ein zweites Kegelrad f2
trägt, welches mit einem von der Vorgelegewelle W1 aus in Umdrehung gesetzten Zahnrade f3 beliebig in und
auſser Eingriff gebracht werden kann, so daſs es dem Maschinenführer möglich ist,
den Support während des Herrichtens eines neuen Arbeitsstückes durch die Maschine
selbst heben zu lassen. Zu diesem Zwecke braucht man nur das Zahnrad f3 auf der Welle w3, die durch
Triebwerkswelle W1
mittels Riemenbetriebes bewegt wird, verschiebbar zu machen und mit einem gegabelten
zweiarmigen Hebel y in Eingriff zu bringen und nach
erfolgter Hochbewegung des Supportes wieder auszurücken. Die Welle w3 kann auch selbst
verschoben oder etwas seitlich gedreht werden, zu welchem Zwecke sie in einem mit
Kugelschalen versehenen Lager zu lagern und durch einen zweiarmigen Hebel y selbst zu umfassen ist.
Die Einspannvorrichtung P besteht aus zwei
prismatischen, mit senkrechten Löchern versehenen Klötzen d2 (Fig. 4 und 5), welche sich in
Prismenführung d3
verschieben lassen; ein mit schrägen Schlitzen versehener Spannhaken s wird mit dem Hakenende in den einen Klotz
eingesteckt, während ein Gelenkhebel h1
h2
i2 mit seinem
gegabelten Theile i2 in
eines der Löcher des anderen Klotzes d2 eingesteckt wird. Der aus zwei mittels eines
Stehbolzens b1 unter
einander verbundenen Lamellen h1 und h2 bestehende Hebel h1
h2 wird so bewegt, daſs
sein Stehbolzen b1 in
einen der schrägen Schlitze des Spannhakens eingreift. Zwei in die beiden Klötze d2 eingesteckte
Winkelhaken r drücken sich beim Spannen der Vorrichtung
in das festzuspannende Werkstück ein. Das Spannen der Vorrichtung erfordert, nachdem
der Eingriff des Stehbolzens b1 in einen Schlitz des Spannhakens s bewerkstelligt ist, nur ein Niederdrücken des Hebels
h1
h2 unter die
horizontale Lage herab.
Die in D. p. J. 1887 263 *
457 beschriebene Vorschubvorrichtung für Vollgatter mit
Walzenvorschub wird von A. Goede in Berlin (*
D. R. P. Zusatz Nr. 39810 vom 12. September 1886) nicht unwesentlich vereinfacht,
indem als Ersatz für die bei der ersten Ausführung verwendeten Kurbeln bezieh.
Excenter ein Excenterkegel benutzt wird, wodurch ein einfacheres Bewegungsgesetz
hervorgerufen wird.
Dieser Excenterkegel a (Fig. 6 bis 8) sitzt mit Nuth und
Feder verschiebbar auf dem Wellenende b, welches durch
Gegenkurbel mit der Kurbelwelle c centrisch laufend
verbunden ist, so daſs durch Umdrehung der Kurbelwelle die Excentricität des Kegels
a die Rolle d mit
Hebel e niederdrückt und mit Schwingung des Hebels auf
dem Zapfen f durch die Zugstange g, einen Hebel und einen Schaltkegel das Schaltrad k dreht und damit den Stamm nach den Sägen führt.
Dieser Stammvorschub muſs sich bei jeder Umdrehung wiederholen, da durch die Wirkung
einer Feder der vorhin genannte Hebel seinen Schaltkegel und ebenso durch Zugstange
g und Hebel e die
Rolle d wieder in die Anfangslage zurückgebracht wird,
nachdem der höchste Punkt der Excentercurve die Rolle überschritten hat. Das
Schaltrad wird inzwischen durch den Rückhaltkegel n in
fester Lage gehalten. Der Excenterkegel ist derartig geformt, daſs bei allen
Einstellungen desselben, welche für Aenderung der Vorschubgeschwindigkeiten durch
seitliche Verschiebung eintreten, der durch die Umdrehung des Excenterkegels
bewirkte Hub der Rolle d von Anfang Vorschub bis zu
einer Kurbelstellung o (Fig. 7) immer gleich
bleiben muſs, und indem diese Kurbelstellung mit Bezug auf den Sägenüberhang für den
Schnittanfang berechnet ist, wird dieser auch stets derselbe bleiben und danach der
weitere Vorschub in gleichem Verhältnisse zur Sägengeschwindigkeit vollzogen werden.
Diese Verstellung des Excenterkegels in der Achsenrichtung für die verschiedenen
Vorschubgeschwindigkeiten erfolgt durch den Winkelhebel p, welcher mit dem unteren Arme in eine Nuth des Kegels faſst und von dem
anderen Arme durch Schraubenspindel q und Handrad r die verlangte Einstellung erhält.
Um bei dem für stärkere Stämme üblichen Zerlegen in zwei mittlere Pfosten und mehrere
seitliche Schwartenbretter das Verstellen der seitlichen
Sägenbündel zur Mittelsäge möglichst rasch und leicht bewirken zu können,
werden die beiden Sägenbündel auf Schraubenspindeln mit entgegengesetzten Gewinden
gebracht, so daſs sie mittels derselben gegen einander schnell und gleichmäſsig
verstellt werden.
Zum einfachen Schneiden bedient man sich der Säge A
(Fig. 9),
welche feststehend ist. Man kann nun die anderen Sägen, wenn es der Platz erlaubt,
auf die Seite drehen oder auch abhängen. Zum Herstellen eines gewöhnlichen
Vollgatters werden die Supporte mit den übrigen Sägen vermittelst der Schrauben B in die Nähe der Mittelsäge A gebracht. Man kann dabei den mittleren zwei Pfosten nach jedem Schnitte
andere Stärken geben.
Die Supporte C und C1 sind durch die Schrauben B verbunden, welche durch die Verbindungsspindel D mit Uebersetzungsrädchen gleichmäſsig und regelrecht fortbewegt werden.
In jedem Supporte ist eine Schraubenmutter so angebracht, daſs sie bei dem
Sägenspannen, welches beim Anziehen der Supporte durch die vier Schrauben e geschieht, in der normalen, durch die Schraube B bedingten Stellung verbleibt.
Um das gleichmäſsige Anziehen der einzelnen Sägen an den Sägenangeln, welche letztere
auf die Supporte aufgeschoben werden, zu ermöglichen, sind Stellkeile
angebracht.
Beim Bauholzschneiden wird die Mittelsäge A
entfernt.
Bei jedem Gatterhube stöſst der Hebel E an ein
verstellbares Stück Holz an, so daſs dadurch das Prismarad F bewegt wird. Letzteres ist mit einem Schneckenrade verbunden, welches in
das Rad G eingreift und dadurch mittels der
Verbindungsspindel D eine allmähliche Zusammenschiebung
der Supporte C und C1 mitsammt anhängenden Sägen bewirkt.
Während nach dem geschilderten Vorschlage je ein Sägenbündel zu einer mittleren
feststehenden Säge eingestellt werden soll, wird in wesentlich gleicher Weise von
W. Geissler in Gohlis-Leipzig (* D. R. P. Nr. 40025
vom 6. November 1886) das Einstellen der einzelnen Sägen eines Vollgatters gegen
einander in Anregung gebracht.
Hier sind oben und unten im Gatterrahmen je zwei Schraubenspindeln d (Fig. 10 und 11) in Form je
einer Traverse angeordnet. Auf denselben werden bei der gleichzeitig stattfindenden
Verdrehung mittels des Schraubenrädergetriebes kca
Richtplatten e gegen einander verstellt, zwischen denen
die durch Einlagen i getrennten Sägenblätter eingehängt
sind. Werden nun die Spindeln d durch das Getriebe
bewegt, so werden die Richtplatten e die Sägenblätter
gegen einander bewegen, genau einstellen und schlieſslich festklemmen.
Bei der nach Art der Blockquerschneide-Sagemaschinen
angeordneten Ausführung von C. Kuhn in Fünfhaus und Gebr. Kirsch in Wien (* D. R. P. Nr. 38761 vom 1. Mai
1886) sind Vorrichtungen in Form von Flaschenzügen oder Hebeschrauben angeordnet, um
das Sägeblatt zu halten und dem Arbeitsstück entsprechend zu verstellen. Die Säge
h (Fig. 12 und 13) wird im
gezeichneten Fall von der Gelenkstange G
und dem Kopfe N der Schraubenspindel n
getragen, welche vom Handrade N3 aus mittels Kegelräder der fortschreitenden
Schnitttiefe entsprechend verstellt wird. Die Säge S
selbst wird durch die Pleuelstange L vom Kurbelzapfen
der Welle A aus hin und her geschoben. In offenen
Hülsen am Ständer K der gesammten Maschine ist der
mittels Gewichtes P ausgeglichene Hebel K3 gelagert, welcher
das Gestell für die Spindel n und damit die Säge selbst
trägt. Dieser Hebel kann nun in seinem Lager durch den gezeichneten Flaschenzug E oder auch statt dessen durch eine gelenkig
angeordnete Hebeschraube der Dicke bezieh. Höhenlage des zu zertrennenden Blockes
entsprechend eingestellt werden.
Statt der Aufhängung der Säge S am Hebel G wird in einer zweiten, in der Patentschrift
dargestellten Ausführung eine gewöhnliche Kreuzkopfführung an dem Hebel K3 vorgeschlagen.
Der Hebel K3 ist in der
Lagerhülse durch eine Klemmschraube k feststellbar.
Um Sägenschnitte nach beliebigen Curven zu vollziehen,
wie dies z.B. namentlich bei den Leistenschnitten an Schuhleisten erforderlich ist,
gibt C. Behrens in Alfeld (* D. R. P. Nr. 38768 vom 11.
August 1886) dem biegsamen Sägeblatt durch Leitrollen, welche an der Schnittstelle
um die Schnitttiefe niedriger als dieses sind, die Form der bezüglichen Curve und
vollführt durch Bewegung des Blattes den Schnitt. Ist die Bewegung des Blattes eine
hin und her gehende, so werden seine Enden entweder an zwei verschiedenen Theilen
oder an einem Gemeinschaftlichen Stücke, welches die bezeichnete Bewegung vollführt,
befestigt. Erfolgt aber die Bewegung stets in gleicher Richtung, so muſs das Blatt
endlos und sein Betrieb wie bei Bandsägen sein. Die für den Schnitt nöthige
nachgiebige Spannung erhält das Blatt entweder durch die Spannrollen selbst mittels
Feder- oder Gewichtsbelastung derselben, oder bei hin und her gehender Bewegung auch
durch Einschaltung von Spannfedern zwischen den Blattenden, z.B. in der Weise, daſs
das gemeinschaftliche Stück ein federnder Bügel ist.
Die zu erreichende Curve für einen Keilleisten L (Fig. 16)
besteht aus einem Kreisbogen ab und den beiden ihn
berührenden geraden Strecken ac und bd. Zur Herstellung wird das Sägeblatt über eine Rolle
A (Fig. 14 und 15) von dem
Radius des Bogens ab und von da über die Leitrollen B1 und B2 geführt. Der Bogen
ab des Schnittes (Fig. 16) wird von den
Theilen αβ erhalten (Fig. 14), während die
geraden Strecken ac und bd
des ersteren von den Theilen αγ und βδ des Blattes bei dessen Bewegung erhalten werden. Für
diese ist in den Fig. 14 und 15 die hin und her
gehende angenommen und zu diesem Ende das Blatt S mit
seinen Enden S1 und S2 auf den Segmenten
C1 und C2 befestigt. Diese
drehen sich auf den Zapfen D1 und D2,
welche in der Gestellplatte P sitzen. Die Arme E1 und E2 der Segmente sind
durch die der Länge
nach verstellbare Stange F verbunden, so daſs beide
durch das Kurbelgetriebe K und K1 von der Welle W aus dieselbe schwingende Bewegung erhalten. Die Leitrolle A sitzt auf dem Zapfen a1, der im Gleitklotze a2 befestigt ist.
Dieser verschiebt sich in dem Schlitze p auf der Platte
P und wird durch das Gewicht G mittels der über die Rolle g geführten Schnur angezogen. Dadurch erhält das Blatt S die erforderliche nachgiebige Spannung.
Für Oberschnitte verschiedener Krümmungen werden Leitrollen A mit dem entsprechenden Krümmungsradius auf den Zapfen a1 gesteckt.
Für die veränderliche Lage der berührenden Geraden ac
und bd ist eine Aenderung in der Stellung der
Leitrollen B1 und B2 nothwendig. Diese
wird dadurch erreicht, daſs ihre Zapfen b1 und b2 in den Gleitklötzen b3 und b4 (Fig. 14 punktirt
gezeichnet) sitzen. Diese sind im Schlitze p1 der Platte P
verschiebbar. In p1
liegt eine Stellschraube Q mit Kurbel Q1 und Rechts- und
Linksgewinden, deren Muttern sich in den Klötzen b3 und b4 befinden. Durch Drehung von Q sind beide Rollen B1 und B2 leicht und gleichzeitig einzustellen. Der Leisten
L wird beim Schneiden in die in Fig. 15 punktirte Lage
gebracht und gegen das Blatt S gedrückt.
Verbindet man, wie in Fig. 18 und 19 gezeichnet,
die Enden S1 und S2 des Sägeblattes S (statt mit den Segmenten C1 und C2)
mit den auf der Stange T sitzenden Knaggen T1 und T2, führt man ferner
T in geeigneter Weise gerade, z.B. durch die Böcke
P1 und P2 auf der Platte P, und verbindet man die Stange T durch den Bolzen T3 mit der Pleuelstange K1 des Kurbelgetriebes einer Welle W, so hat man, unter Beibehaltung der Rollen A,B1 und B2 und der
vorbeschriebenen zu ihrer Führung und Verstellung u.s.w. nöthigen Theile, bei
gleichzeitigem Fortfalle aller der in Fig. 14 rechts von der
Linie x – y befindlichen Maschinentheile und des
Stückes der Platte P eine Curvensäge, welche wie die in
Fig. 14
und 15
dargestellte zur Herstellung der Oberschnitte für Keilleisten dienen kann. Nur sind
bei ihr die Enden des Blattes an einem gemeinschaftlichen Stück T befestigt.
Wird für jedes der Segmente C1 und C2 in
Fig. 14
die daselbst punktirte Scheibe C3 und C4 genommen, von denen eine durch Riemen von der
Welle W aus in rotirende Bewegung versetzt wird, führt
man ferner über diese Scheiben und die Rollen A, B1 und B2 ein endloses Sägeblatts, so kann die mit
Beibehaltung aller übrigen Theile nun entstehende Maschine, wie die beiden vorigen,
zur Herstellung von Oberschnitten dienen.
In Fig. 17 ist
eine Curvensäge für Oberschnitte dargestellt, in der die Leitrollen B1 und B2 fortgefallen sind.
Die Segmente C1 und C2 sind wieder durch
zwei Scheiben C1 und
C2, welche sich auf
den Zapfen D1 und D2 drehen, ersetzt. Das
Blatt S ist mit seinen Enden S1 und S2 auf C1 und C2 befestigt, und sind letztere durch die Zugstange
F
mittels der Bolzen f1 und f2 verbunden. An F greift die Pleuelstange K1 eines Kurbelgetriebes an.
Für Curven verschiedener Krümmungsradien wird auch hier die Leitrolle A entsprechend gewählt. Ihr Drehbolzen a1 sitzt in dem
Gleitklotze a2, der wie
früher durch das Gewicht G angespannt wird und sich in
dem Schlitze p auf der Gestellplatte P verschiebt.
Der jedesmaligen Lage der Leitrolle A und der sie
berührenden geraden Theile der Schnittcurve entspricht, wie aus Fig. 17 ersichtlich ist,
eine bestimmte freie Länge des Blattes S. Um diese zu
erhalten, sitzen in den Scheiben C1 und C2 die den verschiedenen Längen genau entsprechenden
Löcher 1, 2, 3..., in welche die Bolzen f1 und f2 der Zugstange F
passen. Sobald nun diese in Löchern gleicher Nummer stecken, wie in der Zeichnung in
Nr. 6, dann muſs auch jede der Scheiben C1 und C2 von der an F
greifenden Pleuelstange in gleicher Weise bewegt und der Oberschnitt in der dieser
Nummer entsprechenden Form erhalten werden.
Das Streben, die Abrichthobelmaschine in der
Tischlerwerkstatt zu umfassenderer Einführung zu bringen, hat dazu veranlaſst, daſs
man die Abrichthobelmaschine zu mehrseitiger Arbeitsleistung heranzog. So besonders
strebte man die Abrichthobelmaschine zum Kehlen und Façonniren gerader Flächen
verwendbar zu machen. Jetzt geht die Ausführung von Grunert
und Lehmann in Leipzig (* D. R. P. Nr. 40077 vom 26. November 1886) sogar
so weit, die Verarbeitung bezieh. Façonnirung runder Arbeitsstücke zu
ermöglichen.
Am Gestelle der Abrichthobelmaschine sind die durch eine Traverse A (Fig. 20) verbundenen, mit
Führungsschlitzen a versehenen Ständer B angebracht, in welche sich der Arbeitsstückträger 2),
der mittels Spindel b auf und ab bewegt werden kann,
führt. Der Arbeitsstückträger D ist mit der stellbaren
Einspannspitze d und dem Haltedreizack e versehen, welch letzterer auf der durch Rad f angetriebenen Achse g
sitzt und die Umdrehung auf das Arbeitsstück überträgt. Das Rad f steht mit dem Rad h in
Eingriff, welch letzteres mit Welle i und Schneckenrad
k in einem beweglichen Bügel gelagert ist, so daſs
beim Hoch- und Tiefstellen des Arbeitsstückes der Eingriff zwischen den Rädern fh und k und der Schnecke
l nicht gestört wird.
Die Einrichtung läſst sich in verschiedenen Constructionen ausführen, nur ist zu
betonen, daſs das Arbeitsstück nicht nur während der Bearbeitung rotirt, sondern
dasselbe läſst sich der Messerwellenmitte beliebig nähern oder von derselben
entfernen.
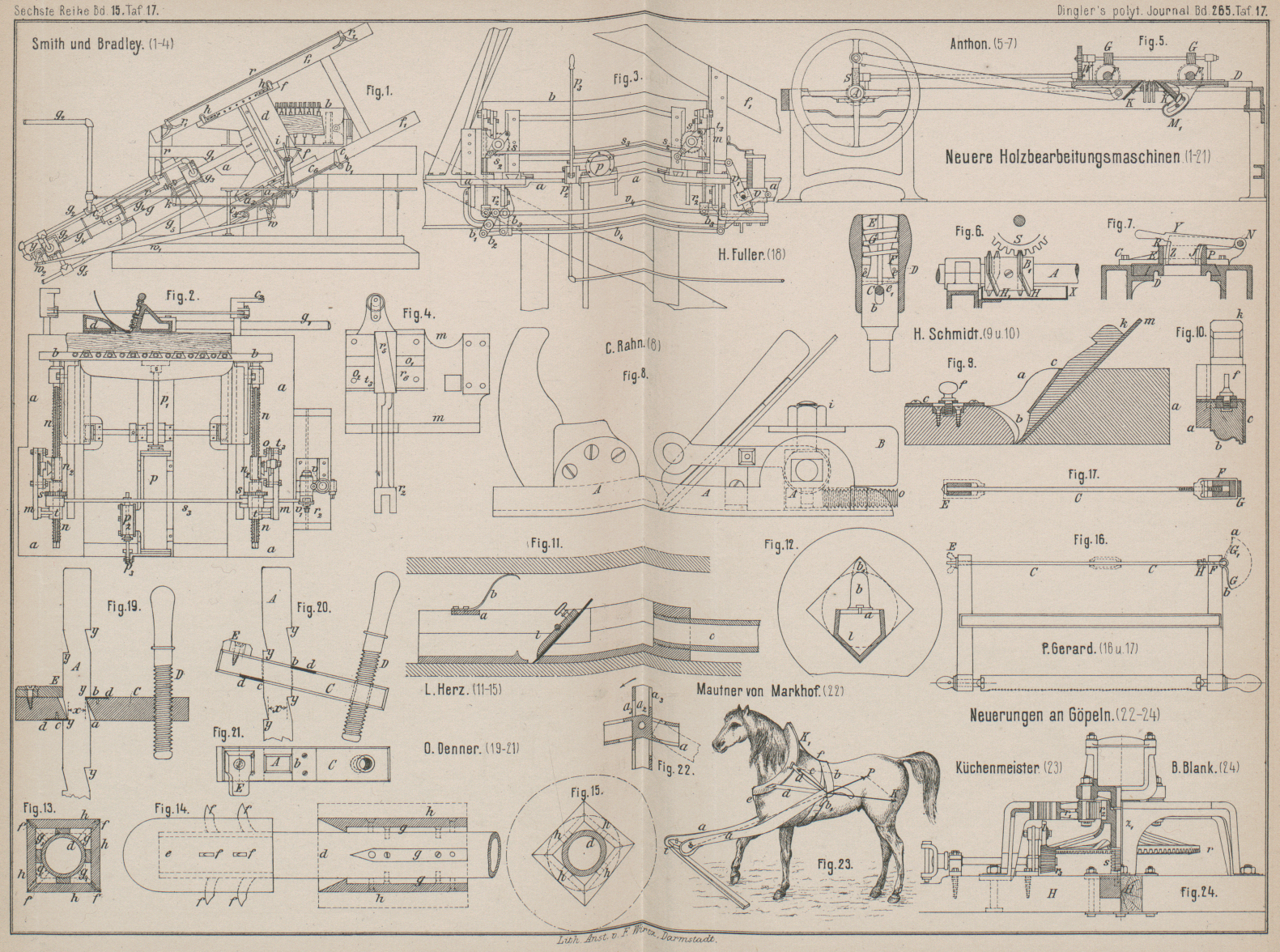
Bei der zum Schneiden von Furnüren und Stabholz
bestimmten Maschine von H. S. Smith und E. Bradley in New-York (* D. R. P. Nr. 38705 vom 2.
Juni 1886) wird das sonst in üblicher Weise angeordnete Messer unmittelbar von einem
an dessen Stange angeordneten Dampfkolben betrieben.
Das in den Führungen f (Fig. 1 und 2 Taf. 17) gleitbare
Messer d ist unmittelbar mit der Kolbenstange g1 der Dampfmaschine
g verbunden. An dem Gleitkopfe des Messers
angebrachte Rollen h treffen am Ende jedes Hubes gegen
Knaggen r1 und bewirken
durch deren Umlegung mittels des Gestänges r die
Umsteuerung der Dampfmaschine, indem sie unter Vermittelung eines Hilfsschiebers c3 die Ventile g3 des Dampfcylinders
verstellen. Die Verbindungsstange g4 der Ventile g3 kann auſserdem von dem Steuerhebel i aus mittels der Gelenkstange jk von Hand so beeinfluſst werden, daſs der Dampfkolben bezieh. der
Messerschlitten an jedem beliebigen Punkte seines Hubes festgehalten werden
kann.
Der Tisch b für das zu zerschneidende Holz sitzt auf der
Kolbenstange p1 eines
zweiten Dampfcylinders p (Fig. 2 und 3), dessen Kolben vom
Handhebel p3 aus
mittels des Schiebers p2 gestellt wird.
Die Führungen f1 sind
gegen den Scheithalter unter einem Winkel geneigt, um eine abscherende
Schneidbewegung zu erzielen und das Beharrungsvermögen des Kreuzkopfes an dem
unteren Ende des Hubes aufzuheben; mit dem unteren Ende des Cylinders g (Fig. 1) und mit dem
Dampfzuleitungsrohre g2
ist ein Ventil y verbunden, welches durch einen Arm w und einen an der unteren Gleitstange f adjustirbar befestigten Mitnehmer a1 bewegt wird. Der Arm
w ist durch eine Stange w1 mit einer Kurbel w2 auf dem Ventile y verbunden, so daſs letzteres durch die Berührung des
herabgehenden Mitnehmers a1 mit dem Arme w geöffnet werden kann, was an
der Stelle des Hubes erfolgt, wo das Messer das Holz verläſst. Der Dampfdruck und
das Gewicht der Stange w1 wirken auf selbstthätiges Schlieſsen des Ventiles y, und die Kurbel w2 sowie der Arm w
deuten in den vollen Linien die geschlossene Lage des Ventiles an, während die
punktirt gezeichnete Lage diejenige ist, in welche sie durch den Mitnehmer a1 gebracht worden
sind.
Die Zuführungsvorrichtungen werden durch drehbare Arme c4 bethätigt, welche durch ein Glied c6 verbunden sind; der
eine Arm wird durch einen Vorsprung des Mitnehmers a1 und der andere durch einen auf derselben
Gleitstange befestigten Mitnehmer a2 bewegt. Einer der Arme c4 ist auf einer oscillirenden Welle b1 befestigt, deren
hinteres Ende mit einem Kurbelarme c2 versehen ist, der die Zuführungsvorrichtungen
bewegt. Der Vorschub wird dadurch bewirkt, daſs mittels des Kurbelarmes c2 durch eine Stange
v4 (Fig. 2 und 3), den um einen
verstellbaren Zapfen v drehbaren zweiarmigen Hebel v1 und das Gelenk s2 die Sperrräder s die Spindeln n vor jedem
neuen Messerschube entsprechend verdrehen. Beim Rückhube der Messers wird der Block
um ein Geringes mittels des Hebels herabgedrückt, damit das Messer ohne Reibung
zurücklaufen kann. Nach Lösung der Muttern n2 von den Spindeln n
können die letzteren schnell zurückgezogen werden.
Das Schneidmesser d soll mit seiner flachen unteren
Seite während der Arbeit
auf das Holz drücken, um dessen Fasern zu verdichten. Aus diesem Grunde ist auch die
umständliche Vorrichtung zum Zurückziehen des Blockes vorgesehen. Die Muttern n2 sind zu diesem
Behufe auf Flanschen o hergestellt, die beweglich in
eine Nuth o1 einer
Platte t3 passen (Fig. 4).
Dieselbe ist durch Bolzen o2 auf dem Gestelle m befestigt, das zum
Tragen der Mutter und des Schraubenlagers t dient und
eine lothrechte Nuth hat, in welche eine Gleitstück r6 paſst, das mit einer schrägen Zunge r5 versehen ist, um den
Scheithalter an dem unteren Ende jedes Messerhubes zurückzuziehen. Die Gleitstücke
sind mit Stangen r2
versehen, die durch das Bett a nach unten reichen und
mit Winkelhebeln b3
verbunden sind, welche durch eine Stange b4 gekuppelt und durch ein Glied b2 mit der
oscillirenden Welle b1
verbunden sind. Der Flansch o ist geschlitzt, um auf
dem Bolzen o2 zu
gleiten; die Zunge r5
paſst in eine geneigte Nuth auf der hinteren Seite des Flansches und zieht bei
Bewegung des Gleitstückes den Flansch und die Mutter auf der Platte t3 nach rückwärts, um
dadurch das Holzscheit zurückzuziehen.
Die Schneidkante des Messers ist nach der unteren geraden Fläche zu abgefaſst. Vor
der Kante ist ein stellbarer Drücker angeordnet, um die abgeschnittenen Holzstücke
vor dem Zerbrechen zu schützen.
Während der Cylinder g durch g2 mit Dampf gespeist wird, welcher durch
g5 abgeführt wird,
ist für Cylinder p besser Wasserdruck zu verwenden.
Die von der Firma F. Arbey und Sohn in Paris ausgeführte
Holzwolle-Maschine, deren ausführliche Beschreibung im Génie
civil, 1887 veröffentlicht wurde, schlieſst sich bezüglich der
Messeranordnung den älteren inländischen Maschinen an. Der wagerecht hin und her
geschobene Messerschlitten enthält vor dem Schneidmesser das Ritzmesser. Es wird
also nur beim Hingange des Messerschlittens gearbeitet, während beim Rückgange der
Vorschub des Holzes durch ein Gesperr bewirkt wird, welches durch eine Schubstange
von einem auf der Antriebswelle ätzenden Excenter bethätigt wird.
Die in D. p. J. 1887 263 * 17
beschriebene Maschine von Anthon und Söhne in Flensburg ist neuerdings (* D. R. P. Zusatz Nr. 38653 vom 17. Januar 1886) in der durch Fig. 5 und 6 Taf. 17
verdeutlichten Weise abgeändert worden.
Das zu zerlegende Holz wird den Messern senkrecht durch zwei Schaltwalzen FF zugeführt, die ihre Drehung durch Vermittelung der
Schneckentriebe G, der Wechselräder W und des Schneckenrades S
von der auf der Kurbelwelle A sitzenden
Vorschubschnecke aus erhalten. Diese Schnecke ist so eingerichtet, daſs bei einfach wirkenden Maschinen mit einem Hobelmesser bei jedem Hin- und Hergange des Schlittens das
Schneckenrad S einmal um einen Zahn ruckweise gedreht
wird, während bei doppelt wirkenden Maschinen mit zwei Hobelmessern die Schnecke so eingerichtet sein
muſs, daſs das Schneckenrad sowohl beim Hin- wie beim Hergange um je einen Zahn
gedreht wird. Bisher wurden aber die Maschinen entweder nur einfach wirkend oder nur
doppelt wirkend gebaut und dementsprechend entweder mit einfach wirkenden oder aber
mit doppelt wirkenden Schnecken versehen. Bei dieser Maschine, die auſser dicken und
breiten Fasern auch zugleich haarfeine Holzwolle (sogen. Holzhaar) herstellt, ist es
zweckmäſsig, für ersteres Erzeugniſs die Maschine doppelt wirkend anzuwenden, um
groſse Mengen zu erzeugen, bei letzterem Erzeugnisse (hauptsächlich für
Verbandzwecke) dagegen, wo es sich mehr um groſse Regelmäſsigkeit und Feinheit der
Fasern, als wie um groſse Mengen handelt, die Maschine nur einfach schalten zu
lassen.
Um diese Veränderungen im Vorschübe schnell und bequem vornehmen zu können, wird eine
Schnecke B1 (Fig. 6) mit
zwei Gängen angebracht, nämlich einem einfachen Gang H
und einem doppelten Gang H1. Je nach Bedürfniſs wird durch Verschieben der Schnecke auf der
Kurbelwelle entweder der eine oder der andere Schneckengang zum Eingriffe in das
Schneckenrad S gebracht, so daſs somit die Maschine
ohne groſse Umstände sowohl einfach wie doppelt schalten kann. Um eine Abnutzung der
Schnecke möglichst zu verhüten, läuft dieselbe in einem mit Oel gefüllten Behälter
X.
Das eine Hobelmesser K1
sitzt auf einem besonderen, an den Schlitten angeschraubten Messerhalter M1. Dieser Messerhalter
sammt Messer ist in dem Schlitze O und um die Schneide
des Messers als Mittelachse drehbar, und gestattet, das Messer in verschiedenen
Winkeln zur Schlittenoberfläche einzustellen. Hierdurch wird erreicht, daſs bei
Herstellung von dickeren Spänen dieselben entweder gerade oder gerollt durch den
Messerschlitz den Schlitten verlassen. Wird das Messer in sehr spitzem Winkel
eingestellt, so verläſst der Span die Maschine gerade, während der mit mehr in
stumpfem Winkel (Fig. 5) gestelltem Messer erzeugte Span gerollt austritt, wie es bei den
verschiedenen Arten von Spänen zum Klären von
Flüssigkeiten, als Bier, Essig u.s.w. verlangt wird. Bei Herstellung
solcher Späne wirkt übrigens die Maschine nur einfach und ist das zweite Messer K ausgerückt.
Bei Anwendung von Schaltwalzen als Vorschubmechanismus kann das Holz nie ganz
aufgearbeitet werden und bleibt stets ein Holzstab von entsprechender Dicke übrig.
Wenn es sich darum handelt, ein Stück Holz ganz aufzuschneiden, wie es namentlich
bei der Herstellung von Klärspänen aus rundem Haselholze verlangt wird, so muſs
statt der Schaltwalzen ein besonderer Zuführapparat, zwischen welchen das Holz
geklemmt wird, auf die Maschine aufgesetzt werden. Derselbe besteht aus einem
rechteckigen länglichen Rahmen R,
Fig. 7. Das
eine schmale Kopfende P desselben hat eine Oeffnung J, welche durch einen um die Welle N frei drehbaren und auf dem Rahmen R durch sein eigenes Gewicht aufliegenden Schieber
Z geschlossen ist. Das andere Kopfende des Rahmens
R trägt den in einem Auge verschiebbaren und
mittels Stellschraube festzustellenden Bolzen C, an
dessen Ende die Druckplatte E sitzt. Diese kann durch
Verschieben des Bolzens C auf jede Länge der zu
verarbeitenden Hölzer eingestellt werden, und ist auſserdem, um kleine
Längenunterschiede auszugleichen, auf dem Bolzen C nach
Maſsgabe des Spielraumes einer Spiralfeder etwas verschiebbar, wodurch ein zwischen
Druckplatte E und Schieberplatte Z eingelegtes Holzstück stets genau und sicher gehalten
ist. Auf der drehbaren Welle N sitzen, mit
Stellschrauben festgestellt und in der Längsrichtung des Rahmens ebenfalls mehr oder
weniger zusammenrückbar, die beiden Druckhebel Y mit
Handgriffen. Durch Druck auf letztere wird das eingeklemmte Holz stets auf den
Schlitten hinuntergedrückt, während das Hobelmesser die Späne abschneidet. Ist nun
das Holzstück so weit abgehobelt, daſs nur noch ein dünner Splitter übrig ist, der
nicht mehr durch den Messerspalt im Schlitten entweichen kann, ohne Störungen zu
verursachen, so wird sich derselbe unter den sich leicht hebenden Schieber Z keilen, denselben etwas lüften und dann durch das
nachdrängende Messer unter jenem hin durch die Oeffnung J ins Freie geschoben, um einem anderen, von oben eingelegten Holzstücke
Platz zu machen, während der Schieber Z durch sein
Gewicht die Oeffnung J wieder schlieſst. Der
Zwischenraum zwischen Rahmen R und Schlitten D wird, um ein möglichst vollständiges Aufarbeiten des
eingelegten Holzstückes zu ermöglichen, nur so groſs genommen, daſs das um die
gröſste Spandicke über den Schlitten vorgestellte Hobelmesser, ohne zu streifen,
sich unter dem Rahmen hindurch bewegen kann.
Handhobel. Die wiederholt bearbeitete Aufgabe einer
zweckmäſsigen Verstellung des Messerspalts hat durch C.
Bahn in Eſslingen (* D. R. P. Nr. 34822 vom 12. Mai 1885) eine neue Lösung
erfahren. Um die Verstellung ausführbar zu machen, wird der gesammte hintere Theil
B (Fig. 8) des Hobels in
entsprechenden Wangenfortsätzen des Vordertheiles A
verschiebbar gemacht. Eine Schraube o, welche in einer
Mutter am Theile A beweglich ist, sitzt am Theile B und bewirkt bei ihrer Verdrehung eine
Längsverschiebung des das Hobelmesser tragenden Theiles B. Um eine selbstthätige Bewegung der Schraube o bezieh. eine selbstwillige Verschiebung des Theiles B zu verhüten, wird dieselbe durch eine Preſsschraube
i im Theile B gegen
die Wangen des Theiles A gedrückt.
Gleichfalls eine Verstellbarkeit findet sich bei dem Gesims-Kehlhobel von H. Schmidt in Flensburg
(* D. R. P. Nr. 35979 vom 22. November 1885). Durch die Holzplatte a (Fig. 9 und 10) und die darauf
geschraubte, rechtwinkelig umgebogene Metallplatte c
werden zwei Gehäuse gebildet, von denen das eine zur Aufnahme des Hobelmessers m, sowie Befestigungskeiles k, das andere zur Aufnahme eines massiven Holzschlittens b dient, dessen Sohle nach einem beliebigen, der Form
der Hobelmesserschneide sich anschmiegenden Profile ausgekehlt ist und welcher, in erwähntem Gehäuse
gleitend, gegenüber dem Hobelmesser m beliebig
eingestellt und mittels Stellschraube f festgestellt
werden kann. Man kann eine von unten auf den Hobelkörper aufgeschraubte gerade
Metallplatte in der Längsrichtung gegenüber dem Hobelmesser einstellbar machen, nur
bei jener Gattung Hobel mit gerader Sohle, z.B. bei gewöhnlichen Schlicht- und
Doppelhobeln, während hier durch Anbringung des massiven Holzschlittens, dessen
Sohle die Form jedes beliebigen Kehlprofiles haben kann, die Vortheile dieser
Verstellbarkeit auch auf die Gattung des Gesims-Kehlhobels mit Profilmessern
ausgedehnt wird.
Der Span kann ungehindert nach Passiren des schmalen Spaltes zwischen Messer m und Schlitten b nach
oben austreten. Die Dicke des Spanes kann durch mehr oder weniger nahes Beirücken
des Schlittens an das Messer beliebig regulirt werden; ebenso kann nach
eingetretener Abnutzung der vor der Schneide befindlichen Kante des Schlittens b durch Nachrücken der Fehler ausgeglichen werden. Das
Profilmesser kann nach vollständigem Anschieben des Schlittens an dasselbe genau
nach dem Profile des letzteren zugeschliffen werden.
Der in Fig. 11
bis 15
dargestellte Hobel von L. Herz in Thalheim bei Miesbach
(* D. R. P. Nr. 38751 vom 31. August 1886) soll zur Herstellung viereckiger Löcher
dienen.
Bekanntlich werden die bei der Papierfabrikation nothwendigen Holzcylinder, welche in
ihrer Achse einen viereckigen Kanal bezieh. Loch haben müssen, der leichteren
Herstellung halber ihrem Umfange nach aus mehreren Theilen zusammengeleimt, was den
Nachtheil hat, daſs sie durch die Wärme u.s.w. öfter aus einander gehen. Dieser
Hobel soll es ermöglichen, die Holzcylinder aus einer einzigen Holzwalze
herzustellen.
Der Cylinder erhält zunächst eine Bohrung mit einem Durchmesser von der Länge, welche
die Quadratseite erhalten soll. Alsdann wird das Viereck mit dem in Fig. 11 und 12
gezeichneten Hobel l in vier Arbeitszeiten
durchgestoſsen. Der Querschnitt zeigt die Form des Hobels und des dabei
anzuwendenden Hobeleisens. Er hat fünfeckigen Querschnitt und trägt vorn einen
Quersteg a, auf welchen eine Feder b aufgeschraubt ist. Diese hat den Zweck, dem Hobel in
der Bohrung die nothwendige gerade Führung zu geben, wenn er mit der entsprechend
langen Griffstange c hin und her geführt wird. Sind
zwei Kanten ausgestoſsen, so bedarf der Hobel einer anderen Führung. Zu dem Zwecke
wird die im Profil runde Feder mit einer anderen umgewechselt, welche den
Querschnitt b1 hat,
also der Kante des Vierecks entspricht.
Soll das vierkantige Loch durch einen Stoſs hergestellt werden, so wendet man den in
Fig. 13
bis 15
abgebildeten Hobel an. Derselbe ist auf einer entsprechend langen Griffstange oder
mit einem Rohre d angebracht. Der Kopf wird von einem
vorn abgerundeten Führungscylinder
e gebildet, welcher den Durchmesser der Bohrung der
auszuhebenden Holzwalze hat. Er trägt in der Richtung der Quadratdiagonale je einer
Kante entsprechend eine Reihe von Messerköpfen f,
welche beim Einstoſsen die Kanten des herzustellenden hohlen Prismas vorschneiden.
Der nun folgende eigentliche Hobel ist etwa 0m,04
von dem Führungscylinder entfernt und in der Zeichnung im Schnitt gezeichnet, dabei
aber, der Deutlichkeit halber, gegenüber dem Führungscylinder um 45° gedreht, dem
Querschnitt (Fig.
15) entsprechend. Auf das Rohr d sind Leisten
g aufgeschraubt, die vorn spitz verlaufen. Auf
diesen Leisten sind die Messer oder Stoſseisen h
befestigt. Dieselben haben an der Stirnseite die Schneide; wo diese aufhört, fangen
die Leisten g an. Die Schneiden der Messer geben den
Querschnitt des auszuhobelnden prismatischen Loches. Die Späne schieben sich durch
die spitz zulaufenden Leisten in die hohlen Räume g1 und fallen hinten heraus.
Die zuletzt beschriebene Hobelanordnung eignet sich wohl nur für
Maschinenbetrieb.
Handsägen. Um den Druck der Säge auf das zu schneidende
Holz entsprechend der gröſseren oder geringeren Härte desselben beliebig verändern
zu können, ist nach dem Vorschlage von C. Baum in
Altenwald bei Saarbrücken (* D. R. P. Nr. 36230 vom 4. Februar 1886) der zum
Einspannen des Sägeblattes dienende Bügel aus einem Rohre hergestellt. Durch eine an
diesem Rohre angebrachte und in geeigneter Weise, z.B. mittels Schraube
verschlieſsbare Oeffnung wird Sand, Schrot oder irgend ein anderes Belastungsmittel
eingefüllt, bis das für die zu bearbeitende Holzart passende Gewicht erreicht
ist.
Behufs schnellen Spannens des Blattes an gewöhnlichen Klobsägen macht P. C. Gerard in Paris (* Oesterreichisch-Ungarisches
Privilegium vom 17. Januar 1887) nach Art der seitens nordamerikanischer Fabrikanten
beliebten Ausführungen die Spannstange, welche die bei uns immer noch übliche Schnur
ersetzt, mittels eines Excenterhebels spannbar.
Die Spannstange C (Fig. 16 und 17) verbindet
in gleicher Weise wie die Schnur die beiden Enden des Sägerahmens. Am einen Ende ist
dieser Metallstab C mit Schraubengewinde versehen und
geht durch einen Bügel F, der um den Arm der Säge
reicht. Eine gerändelte Schraubenmutter H, welche auf
dem Schraubengewinde des Metallstabes innerhalb des Bügels sitzt, dient dazu, nach
Erfordern die Länge des Metallstabes C zu regeln. An
dem oberen Theile des Bügels F befindet sich ein Hebel
G mit einem Excenter, welcher in einem Ausschnitte
des oberen Armes der Säge gelagert und vom Bügel F
festgehalten ist. Wenn der Hebel G sich in der Stellung
G1 befindet, ist
der Metallstab C nicht gespannt, wenn man nun den Hebel
G den Bogen a – b
beschreiben läſst und ihn aus Stellung G1 nach G bringt, erhält
man dadurch die nöthige Spannung des Metallstabes C.
Die Platte E des Metallstabes, welche das Durchrutschen
am einen Ende hindern
soll, kann auch durch einen unteren Bügel ersetzt werden, welcher dem oberen gleich,
aber ohne Spannvorrichtung ist, oder aber man ersetzt sie durch eine
Flügelschraubenmutter. Auſserdem kann man die Spannvorrichtung mit Excenterhebel mit
der doppelten Schraubenmutter vereinigen.
In der Zeichnung ist die Spannvorrichtung mit auf dem oberen Sägearme angebrachtem
Excenterhebel dargestellt. Diese Art ist die einfachste, jedoch kann der Hebel auch
in der Mitte des Metallstabes C angebracht werden;
derselbe würde dann auf dem Metallstabe aufliegen, wenn derselbe straffgezogen
ist.
Der Einspannkopf für Brustleiern von H. E. Fuller in New-York (* D. R. P. Nr. 34797 vom 24.
Juni 1885) enthält die Klemmbacken E (Fig. 18Fig. ist auf bezeichneter Tafel nicht vorhanden.) in einer
Aussparung. Die Festklemmung des Bohrers soll in gleicher Weise geschehen, wie die
der Graphitstifte in sogen. Künstlerstiften; man schiebt mit der Hülse D die Feder G zurück,
öffnet dabei die Klemmbacken E, welche durch die Feder
dann wieder in ihre schlieſsende Lage zurückgebracht werden.
Das äuſserste Ende der Klemmbacken hat Einschnitte, die das eckige Ende des
Bohreisens erfassen und innen für die Aufnahme des Bohreisens passend gestaltet
sind. Die Klemmbacken sind so verjüngt, daſs zwischen ihnen und der Hülse D ein ringförmiger Raum F
bleibt; die Hülse umschlieſst die Klemmbacken. Die unteren Enden e1 der Klemmbacken E sind abgeschrägt. Eine Feder G umgibt die Klemmbacken E innerhalb der
Hülse; das obere Ende dieser Feder drückt gegen Ansätze am oberen Ende der Hülse D. Der Stift C der Hülse
führt sich im Schlitze b. Wenn das Bohreisen
eingeschoben ist, läſst man die Hülse los, und die Feder treibt dieselbe vorwärts,
so daſs das Bohreisen festgehalten wird, indem die Hülse auf die Klemmbacken und
diese auf das Bohreisen drücken. Die abgeschrägten Enden e1 der Klemmbacken gewähren denselben
etwas Spielraum in der Längenrichtung. Beim Einsetzen des Bohreisens werden die
Klemmbacken nun seitwärts gedrückt, und es berühren alsdann die Enden e1 die Stifte e, wodurch das innere Ende des Bohreisens festgehalten
wird.
Der Schraubknecht von O.
Denner in Leipzig (* D. R. P. Nr. 39542 vom 12. December 1886) besteht im
Wesentlichen aus einer mit versetzter Verzahnung versehenen Stange A (Fig. 19 bis 21), welche
die grobe Einstellung dem einzuspannenden Werkstück entsprechend bewirkt, während
das Festspannen dann durch die Schraube D erfolgt. Der
Sattel C erhält eine Durchgangsöffnung a von solchem Querschnitte, als der Baum A besitzt, um über denselben geschoben werden zu
können. Diese Oeffnung a wird jedoch so schräg in den
Sattel eingearbeitet, daſs der Querschnitt desselben in senkrechter Richtung bei
wagerechter Stellung des Sattels, wie in Fig. 19 dargestellt, dem
schwächeren Querschnitt x des Baumes A entspricht. Soll der Sattel verschoben werden, so muſs derselbe in
Folge seiner schrägen Durchgangsöffnung a auch in eine
solche schräge Stellung zum Baume A gebracht werden, um
über die Nasen y desselben hinweggeschoben werden zu
können. Die Kanten b und c
der Durchgangsöffnung a sind mit Eisenblättchen d überdeckt, um ein Zerstören der Kanten b und c zu vermeiden. Der
Sattel ist mit einer drehbaren Falle E versehen,
mittels welcher eine Festhaltung des Sattels in der eingenommenen Stellung bewirkt
wird, d.h. daſs derselbe trotz des mit der Schraube D
ausgeübten Druckes nicht ausweicht. Der Sattel wird stets so eingestellt, daſs er
von einer Nase y getragen und von der entgegengesetzt
stehenden gehalten wird. Die Klappe, welche in dieser Stellung hinter den Baum A gedreht wird, verhindert dann ein Ausweichen des
Sattels.
Der Sattel wird durch Umschlagen der Falle E in die
Stellung Fig.
20 frei gemacht, in die entsprechende Stellung zum Baume A gebracht, so daſs er nach jeder Stellung verschoben
werden kann. Ist diese erreicht, so wird der Sattel wieder in wagerechter Stellung
zwischen zwei entgegengesetzt stehende Nasen y
gebracht, die Falle E in die in Fig. 19 gezeichnete
Stellung gedreht und der Sattel steht fest bezieh. der Schraubknecht kann benutzt
werden.
Mg.