| Titel: | Neuere Horizontal-Bohrmaschinen. |
| Autor: | Pregél |
| Fundstelle: | Band 267, Jahrgang 1888, S. 583 |
| Download: | XML |
Neuere Horizontal-Bohrmaschinen.
Mit Abbildungen im Texte und auf Tafel 30.
Neuere Horizontal-Bohrmaschinen.
Von den Niles Tool Works, Hamilton, Ohio, wird nach American Machinist, 1887 Bd. 10 Nr. 53 * S. 1, eine
Bohrmaschine mit wagerecht liegender Bohrspindel gebaut, in welcher bei starker
Arbeitsfähigkeit möglichste Einfachheit der Steuerung angestrebt ist. Dies wird
dadurch zu erreichen gesucht, daſs die durchgehende, nach hinten verlängerte und in
einem abstehenden Arme gelagerte Bohrwelle mittels Zahnstangen und
Schneckentriebwerkes von einer vierstufigen Steuerscheibe in achsialer Richtung bis
zu 425mm selbstthätig vorgeschoben wird, was in
Verbindung mit der Tischverschiebung eine Arbeitslänge von 915mm
ergibt. Die 63mm starke Bohrspindel aus Stahl wird durch eine
vierstufige Antriebsscheibe und auch mittels Rädervorgelege von 1 : 7 Uebersetzung
nach Drehbankart von einem 65mm breiten Riemen
bethätigt, dessen Deckenwelle 98 Umdrehungen in der Minute macht. Der 1140mm lange Tischwinkel ist durch eine Tragspindel
und durch einen ∪-förmigen, übergreifenden Stellbock
gestützt, in welchem auſserdem das Führungslager für die Bohrstangenverlängerung
angebracht ist. Der Tischschlitten besitzt 500mm
Längsverschiebung, der zugehörige Aufspanntisch bei 475 zu 1000mm Abmessung, 660mm Querverstellung.
Textabbildung Bd. 267, S. 584Chaligny und Guyot-Sionnest in Paris bauen nach Armengaud's Publication
industrielle, 1887 Bd. 31 * S. 347, eine Horizontal-Bohrmaschine, welche
hauptsächlich zum gleichzeitigen Ausfräsen von Lagerschalen bestimmt ist, Zu diesem
Behufe wird der Aufspanntisch durch ein besonderes, den Langlochbohrmaschinen
nachgebildetes Kurbeltriebwerk gegen die kreisende, sonst aber unverrückbar
gelagerte Bohrwelle, in deren Achsrichtung selbstthätig vorgeschoben.
Dadurch, daſs der Tischhub den jedesmaligen Schalenlängen entsprechend gemacht wird,
kann mittels dreier Schneidstähle an jedem Werkstück in einmaligem Vorgange und ohne
jede weitere Nachstellung, sowohl die Bohrung als auch jede seitliche äuſsere
Bordfläche der Lagerschale, sammt ihrer Abrundung bearbeitet werden. Dies wird
dadurch ermöglicht, daſs im Abstande der doppelten Schalenlänge zwei Kehlmesser und
mitten liegend ein Bohrstahl in die Bohrwelle fest eingesetzt sind, während der
Kurbelzapfen des Tischtriebwerkes so weit von der Todtpunktlage eingestellt wird,
daſs ein anstehendes Kehlmesser noch genügenden Hub zur Spanabnahme im Rücklauf des
Tisches erhält. Im Vorlauf desselben wird die Bohrung und am Ende des Hubes durch
das andere Kehlmesser der zweite Schalenbord fertiggestellt.
Indem nun diese Einrichtung gleichzeitig für ein zweites Werkstück verdoppelt wird,
ersieht man, daſs diese Maschine eigentlich für Massenerzeugung berechnet ist.
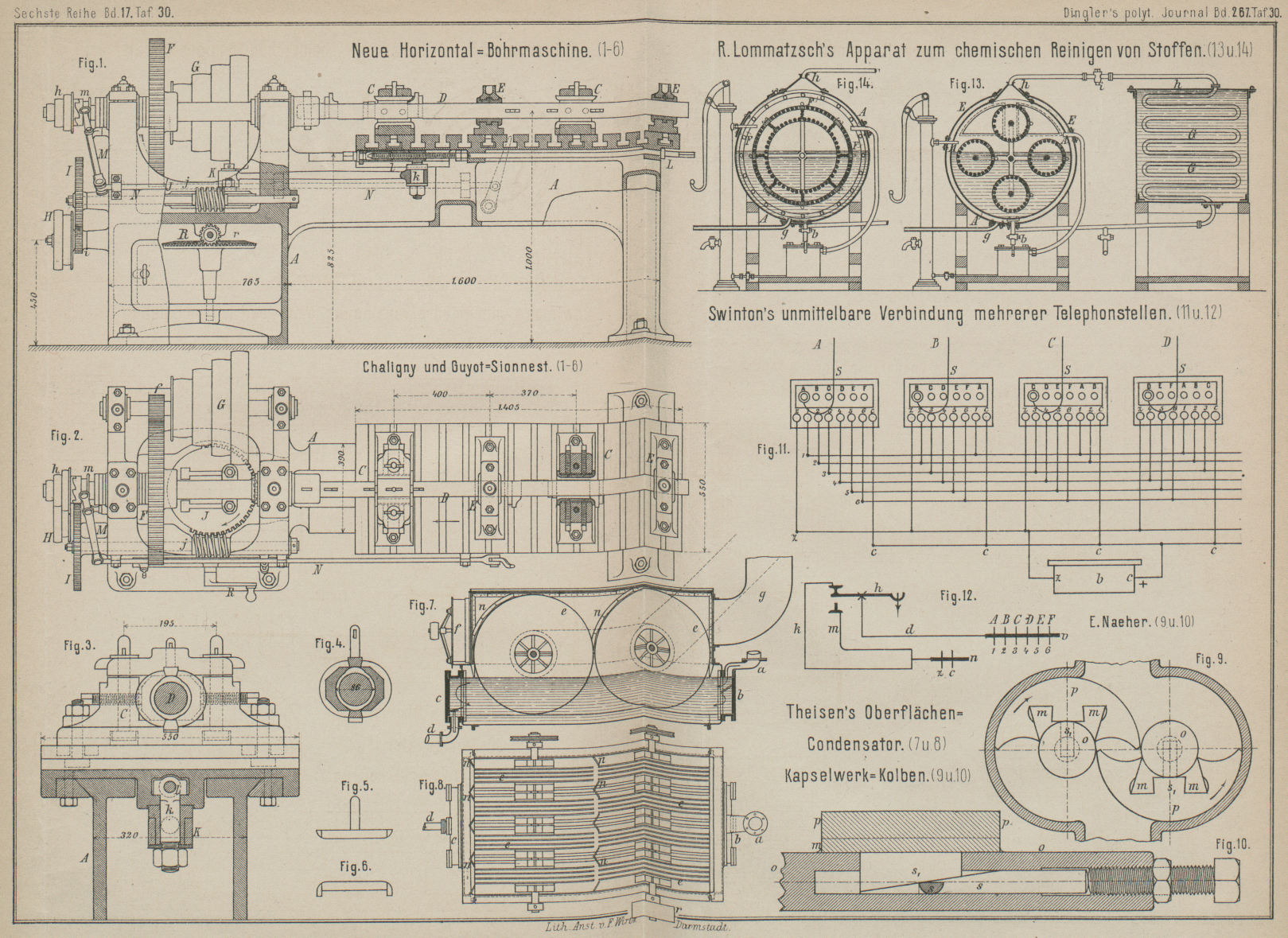
In der in Fig.
1 und 2 Taf. 30 dargestellten Maschine bedeutet G
die Stufenscheibe, f und F
das einfache Rädertriebwerk, D Spindel und Bohrwelle,
A Spindelbock und Wange. Am hinteren Spindelende
sitzt lose die Steuerscheibe h, welche durch die,
mittels Hebel M und Griffstange N verstellbare Zahnkuppelung m mit der
Spindel D verbunden und dadurch die Kurbelscheibe J durch Vermittelung des Schneckentriebwerkes j und der Räder i, I,
sowie der Gegenscheibe H betrieben wird.
Um während der Bearbeitung jedes Versehen auszuschlieſsen, das entweder die
Zerstörung des Werkzeuges oder das Verderben des Werkstückes zur Folge haben könnte
und bei unrichtiger Einleitung der Schaltbewegung wohl möglich wäre, ist bloſs etwas
über die Hälfte des Schneckenrades ausgebildet, so daſs nur eine Hälfte des
Kurbelzapfenweges für die Tischbewegung nutzbar wird.In Fig.
1 und 2 sollte daher bei
der eingezeichneten Messerstellung der Kurbezapfen am linken todten Punkt stehen.
Durch Verstellung des Kurbelzapfens K in den Schlitzen
der Kurbelscheibe J wird der Tischhub nach Bedarf
geregelt; vermöge der Stellspindel L und Gegenmutter
l das Werkstück an die Schneidfläche angepaſst,
indem der Kurbelstangen bolzen k gegen den Tisch
verschoben wird.
Nach beendetem Schnittvorgange wird die Steuerung abgestellt und der Tisch mittels
Handkurbel und Winkelräder R, r an den ursprünglichen
Ort zurückgeführt. Zwei Hilfslager C (Fig. 3) dienen als
Einspannvorrichtung für die auszubohrenden Lagerschalen, wozu noch eine Auswahl
verschieden starker Keilbeilagen (Fig. 4, 5 und 6) mitbenutzt wird. Zur
Führung der Bohrstange sind auſserdem zwei Lager E
vorgesehen.
Die durch das Kurbeltriebwerk bedingte feste Tischhöhe, sowie der Mangel eines
Quersupportes beschränken aber sehr die Verwendungsfähigkeit dieser Maschine für
allgemeinere Bohrarbeit. Diese Maschine ist zu Folge ihrer eigenthümlichen
Tischbewegung ein hübsches Gegenstück sowohl zur vorbeschriebenen Maschine von Niles, als auch zu den sonst üblichen
Horizontal-Bohrmaschinen mit selbststeuerndem Tisch oder fortrückender Bohrwelle und
solchen Bohrwerken (vgl. Kreutzberger 1887 265 * 63 und Huré 1887 265 * 313), deren Bohrwellen selbst Höhenverstellung
besitzen.
Pregél.
Tafeln