| Titel: | Neuerungen im Eisenhüttenwesen. |
| Autor: | Stn. |
| Fundstelle: | Band 269, Jahrgang 1888, S. 289 |
| Download: | XML |
Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
268 S. 63.)
Mit Abbildungen auf Tafel
14.
Neuerungen im Eisenhüttenwesen.
a) Der Hochofenprozeſs.
In The Engineering and Mining Journal, 1888 Bd. 45 * S.
288, berichtet Frank Calvin Roberts in Philadelphia
(Pa.) über eine verbesserte Aufhängung der Gichtglocke der Hochöfen, welche in
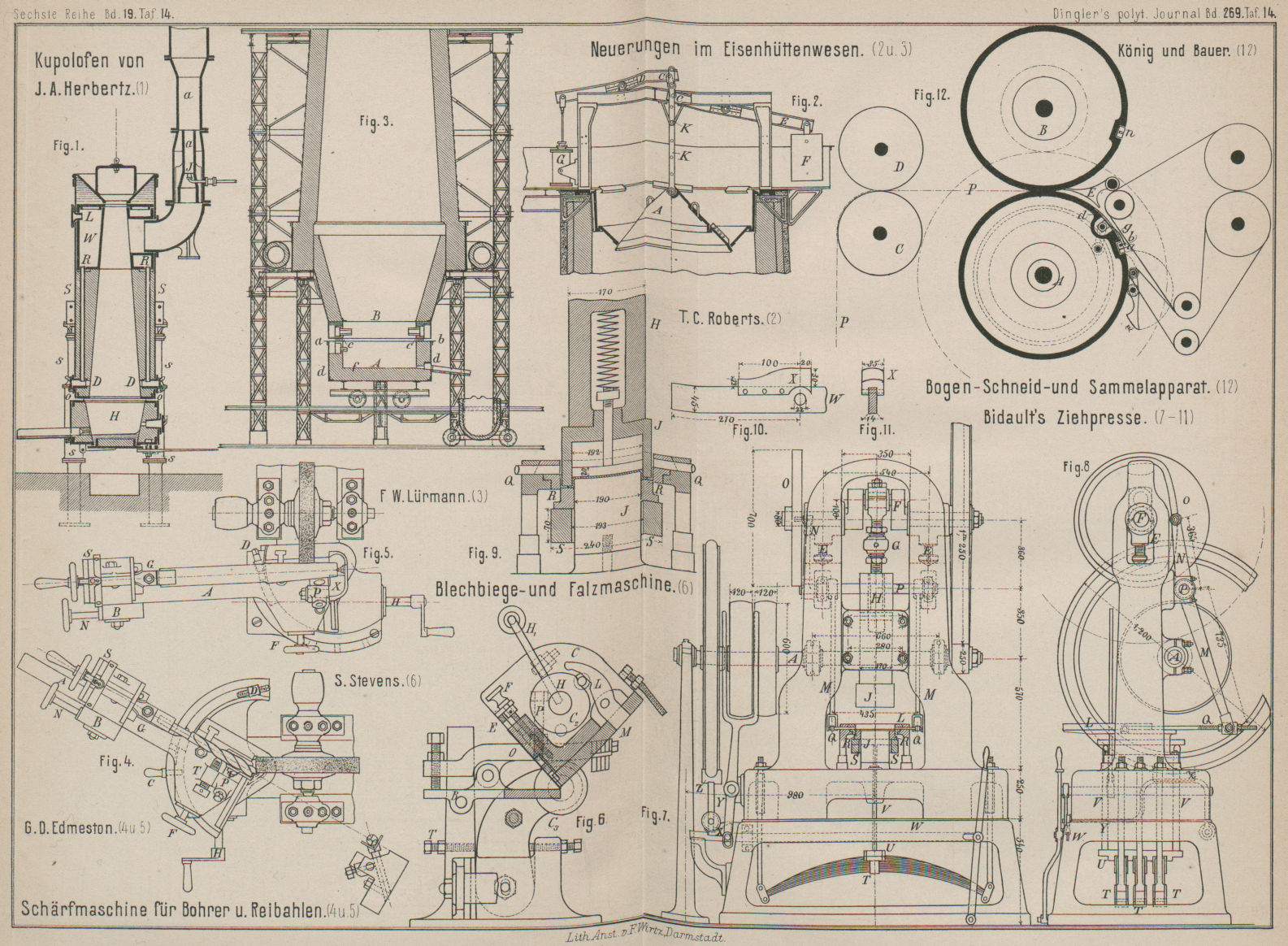
Amerika bereits bei neun Hochöfen zufriedenstellend arbeitet. Wie Fig. 2 Taf. 14 erkennen
läſst, sind an dem sich über der Gicht erhebenden Gestell zwei Balanciers D E gelagert, welche an den inneren Enden durch zwei
Glieder C mit einander verbunden sind und an den
äuſseren Enden der Kolbenstange des oscillirenden Hubcylinders G angreifen bezieh. ein Gewicht F, welches das Gewicht der Glocke A
ausgleicht, tragen. Die Stange der Gichtglocke A ist
mit der Mitte der Glieder C verbunden, so daſs erstere
beim Auf- und Abbewegen der Balanciers in gerader senkrechter Linie sich bewegt.
Mittels der Vorstecker K kann die Gichtglocke
festgestellt werden, was oftmals wünschenswerth ist. Als Hauptvortheil dieser
Einrichtung wird angegeben, daſs sich die Glocke gleichmäſsig vom Trichter entfernt
und deshalb, eine gleichmäſsige Füllung des Trichters vorausgesetzt, auch die
Begichtung gleichmäſsig stattfindet.
In D. p. J., 1887 266 * 391
ist bereits angeführt worden, welche Ziele Fritz W.
Lürmann in Osnabrück beim Baue von Hochöfen anstrebt. Dieselben gehen
hauptsächlich darauf hinaus, die unteren, den chemischen Einflüssen am meisten
ausgesetzten Partien des Ofens vom Gewichte des Schachtes möglichst zu entlasten.
Der erste Schritt in dieser Hinsicht war die Anordnung der bekannten Lürmann'schen Schlackenform; dann folgte die
Befestigung der Windformen und Kühlkästen am Rastmantel und zuletzt die Abfangung
des Schachtes durch besondere Unterconstructionen, Säulen, Mauern, Träger u.s.w.
Jetzt geht Lürmann noch einen Schritt weiter (vgl. Stahl und Eisen, 1888 S. 303) und schlägt vor, das
Ofengestell allseitig frei zu legen und Einrichtungen zu treffen, um dasselbe
erforderlichenfalls auswechseln zu können. Lürmann
unterbreitet den Hochöfnern drei Constructionen zur Begutachtung. Bei der ersten mit
durchweg cylindrischem Schachte wird von der Auswechselbarkeit abgesehen. Der
Schacht wird von der Gicht bis zur Sohle in kurze Abschnitte getheilt, die einzeln
durch besondere Console, welche an dem Eisengerüste des Ofens angebracht sind,
unterstützt werden. Die Trennungsfugen der einzelnen Theile greifen falzartig in
einander, so daſs im ganzen Schachte kein offener Spalt vorhanden ist, trotzdem aber
die einzelnen Theile sich senkrecht gegen einander verschieben können. Der das
Gestell bildende Theil ist mit einem schmiedeeisernen Mantel und Boden versehen, ruht auf
⌶-Trägern und kann also auch von unten gekühlt
werden.
Fig. 3 Taf. 14
stellt die Anordnung mit auswechselbarem Herde dar.
In der Ebene ab findet die Trennung des allseitig
freiliegenden und, wenn nöthig, auswechselbaren Herdes A von dem darüber befindlichen feststehenden Theile B des Hochofens statt. Die obere oder bezieh. und die
untere Dichtungsebene bei ab können aus Lagen gekühlter
Platten gebildet sein. Wenn die obere Lage der Kühlplatten zur Anwendung gelangt, so
kann diese an dem Theile B, d.h. an dem Rastmantel
hängen. Wird die untere Lage der gekühlten Platten gebraucht, so kann diese auf dem
Herde A ruhen. Zwischen den Dichtungsebenen bei ab, mögen dieselben aus gekühlten Platten gebildet sein
oder nicht, kann eine Schicht c, aus Thon oder Steinen
bestehend, letztere mit Mörtel o. dgl., eingesetzt sein, wodurch die Abdichtung
zwischen dem allseitig freiliegenden und auswechselbaren Herde A und dem feststehenden Theile B bewirkt wird. Der Herd A, eingefaſst mit
einem starken Mantel, welcher gekühlt werden kann, ruht auf einem fahrbaren
Untergestelle und dieses auf Schienen. Wenn die saure oder basische Ausfütterung d dieses Herdes während des Betriebes durch die
Schlacke so weit aufgelöst ist, daſs eine Ausbesserung nöthig wird (obgleich die bei
demselben von allen Seiten und von unten mögliche Kühlung den Herd viel haltbarer
machen kann), oder wenn der Boden f des Herdes durch
festes Eisen oder feste Schlacke zu sehr erhöht ist, wenn überhaupt die
Auswechselung des Herdes A erwünscht erscheint, wird
ein vorhandener gleicher Herd bis dicht an den im Betriebe befindlichen Herd A gefahren. Die Auswechselung wird nach einem Abstiche,
und kurz nach Abstellung des Windes, also dann vorgenommen, wenn sich die
Beschickung in der Ebene ab in gröſster Auflockerung
befindet.
Die Auswechselung kann dadurch schon längere Zeit vorbereitet werden, daſs man das
Innere des Herdes durch Wegnahme von Theilen der Abdichtungsschicht c untersucht, und etwaige in der Innenfläche des
Gestelles in der Ebene ab vorhandene feste Schalen
durchschlägt. Der Herd A kann auſserdem vor der
Auswechselung etwas gesenkt werden, indem man denselben durch Hydraulik, Excentriks,
Keile, Schrauben oder Kniehebel, welche in dem Untergestelle desselben oder unter
den Schienen der Eisenbahn angeordnet sind, auf den niedrigsten Punkt stellt.
Dadurch, daſs man die Steinschicht c und die etwa
dahinter befindlichen Schalen zerstört, wird eine Trennung des Herdes A von dem feststehenden Theile B in der Ebene ab ermöglicht. Nachdem man
sich überzeugt hat, daſs diese Trennung in allen Theilen der Ebene ab stattgefunden hat, werden beide Herde durch
mechanische Einrichtungen zusammen so lange vorgezogen oder geschoben, bis neue Herd
sich genau unter dem feststehenden Theile B, d.h. unter
der Ebene ab befindet. Auf diese Weise kann eine
Entleerung der Beschickung während der Auswechselung nur in den einzuwechselnden Herd vor sich
gehen. Wenn der Querschnitt des Herdes rechteckig ist, dann erfolgt der Anschluſs
der Herde unmittelbar an einander.
Ist der Querschnitt des Herdes kreisförmig, so muſs zwischen die Herde ein dem
mittleren Theile einer Brille ähnliches Anschluſsstück Angeschaltet werden. Soll
dagegen eine theilweise oder vollständige Entleerung der die Füllung des Hochofens
bildenden Beschickung vorgenommen werden, sei es, daſs die Zusammensetzung dieser
Beschickung eine für die jeweilige Schmelzung ungeeignete ist, sei es, daſs der
Hochofen ganz auſser Betrieb gesetzt werden soll, so kann dies mit Hilfe des
auswechselbaren Herdes geschehen, indem man denselben theilweise nach der einen oder
zuerst theilweise nach der einen und dann theilweise nach der anderen Seite
wegschiebt, oder indem man den Herd A ganz wegschiebt
und so den Hochofen ganz oder theilweise nach unten öffnet, und die Beschickung
herausfallen läſst. Die Unterstützungen des Schachtes des Hochofens sind so
angeordnet, daſs die Herde nach zwei Seiten zwischen denselben frei ein- und
ausgeschoben werden können.
Die in dem Untergestelle des eingewechselten Herdes oder unter den Schienen der
Eisenbahn angeordneten Hebe- und Senkvorrichtungen werden, nachdem derselbe genau
unter B angekommen ist, auf den höchsten Punkt
gestellt, und die Abdichtungsschicht c wird neu
hergestellt, so daſs der neue Herd in der Ebene ab
dicht an den feststehenden Theil B des Hochofens
anschlieſst.
Der ausgefahrene Herd A wird dann ausgebessert und zur
Wiederbenutzung bereit gestellt.
Das flüssige Roheisen kann bei dieser Anordnung an einer oder mehreren Seiten der
Herde in Pfannen, und an einer oder mehreren Seiten in Sandformen oder Coquillen
abgestochen werden.
Nach der dritten Anordnung schlieſst sich an den Theil B
der Fig. 2 ein
sich nach unten stark verjüngendes trichterartiges Gestell, welches, da es auf
Rädern läuft, ebenfalls ausgewechselt werden kann. Unter diesem Trichter befindet
sich eine fahrbare Pfanne, die, wenn sie mit Eisen gefüllt ist, durch eine leere
Pfanne ersetzt werden kann.
Als Zukunftsmusik bezeichnet es Lürmann, statt der
Pfanne eine Bessemer-Birne zu benutzen, die nach der
Füllung mit einer Windleitung verbunden werden kann, oder die Pfanne selbst mit
einer Windleitung zu verbinden, so daſs das Eisen in demselben Maſse, wie es in die
Pfanne herunterschmilzt, auf Fluſseisen verblasen und als solches abgestochen
wird.
Es verdient erwähnt zu werden, daſs auch in Amerika gleiche Bestrebungen sich geltend
machen. So wurde im J. 1885 an E. Walsh jun. in St.
Louis ein Nordamerikanisches Patent Nr. 366282 ertheilt, nach welchem der obere
Theil des Ofenschachtes durch eine zweite, auf der unteren stehende Säulenreihe
unterstützt wird. Dort wird auch vorgeschlagen, die Steinfugen des unteren
Ofentheiles stark nach innen geneigt anzuordnen, um die Steine durch das Bestreben,
nach innen zu rutschen, fest mit einander zu verbinden (vgl. auch 1887 264 * 220).
In der Oesterreichischen Zeitschrift für Berg- und
Hüttenwesen, 1888 Bd. 36 S. 161, beschäftigt sich Friedrich Toldt in Neuberg mit der zweckmäſsigsten Gestalt der Hochöfen.
Nach Besprechung der über diesen Punkt schon bekannt gewordenen Meinungen von v. Tunner, Felix Brabant, Lürmann, Walsh und Bell kommt Toldt zu
folgenden Schlüssen: Die Weite der Gicht soll möglichst klein sein; eine Erweiterung
des Schachtes gegen die Rast hin ist für die richtige Materialvertheilung im Ofen
erwünscht; der Rastanschluſs soll ziemlich tief gelegt werden; die Gestellweite ist
von der zu erzeugenden Roheisensorte abhängig; die Wahl derselben ist mit Rücksicht
auf die dem Hochöfner noch während des Betriebes zur Verfügung stehenden Mittel zu
geringen Aenderungen dieser Weite nicht von besonderem Einflüsse; die Rastweite darf
nicht zu groſs sein; je einfacher das Profil, um so günstiger ist der Betrieb;
besonders sind Winkel im Ofen möglichst zu vermeiden; am Rastanschlusse aber ist ein
Winkel wünschenswerth; die Rast kann unter Umständen etwas höher als die
Schmelzzonengrenze nach unten liegen, um das gleichzeitige Eintreten der zugleich
aufgegebenen Materialien in die einzelnen Ofenzonen, was Toldt als obersten Grundsatz aufstellt, beim gleichmäſsigen Ofenbetriebe
anzustreben. Ein schlanker Ofen kommt seinen Profillinien nach der Linie der
Reductionszonengrenze nahe und ist deshalb nach Toldt's
Ansicht ein Profil mit kleinen Weiten einem anders gestalteten Profile meistens
überlegen.
In Iron, 1888 Bd. 31 S. 292, berichtet John M. Hartmann über die Gestelle von (amerikanischen)
Hochöfen (vgl. auch Stahl und Eisen, 1888 S. 225). Aus
dem Berichte ist hervorzuheben, daſs die Amerikaner unter dem Gestelle eine 20cm weite Spiralröhre anordnen, deren eines Ende
mit dem Schornsteine der Kessel und dem Winderhitzer verbunden ist, während das
andere Ende in eine in der Gieſshalle befindliche Feuerung hineinreicht. Dadurch
soll es möglich sein, nach Bedarf heiſse oder kalte Luft durch die Röhren zu führen
und dementsprechend den Boden des Ofens zu heizen oder zu kühlen. Man will auf diese
Einrichtung dadurch gekommen sein, daſs in Folge des schnellen angestrengten
Betriebes der amerikanischen Oefen trotz dünnwandiger Gestelle und starker gekühlter
Eisenpanzer das Eisen doch oftmals durchbreche.
Daſs der Betrieb der amerikanischen Hochöfen mit einer unverhältniſsmäſsigen
Verschwendung an Koks verbunden ist, beweist Lürmann
(vgl. Stahl und Eisen, 1888 S. 229) an den
Betriebsnachweisen des Ofens Nr. 2 der Union Steel
Company in Chicago.
Heinrich Macco in Siegen gibt den Winderhitzern (*D. R.
P. Nr. 43119 vom 30. August 1887) eine quadratische Gestalt und legt sie Seite an
Seite neben
einander, so daſs schädliche Räume, wie sie bei kreisförmigem Grundrisse immer
vorhanden sind, nicht entstehen.
Innerhalb des schmiedeeisernen Mantels werden die Seitenwände aus nach innen
durchgebogenen Gewölben hergestellt. Als Widerlager derselben dienen die
abgestumpften Kanten des Eisenmantels; es ist jedoch durch eine zusammendrückbare
Zwischenlage zwischen Gewölbe und Widerlager dafür gesorgt, daſs der Eisenmantel bei
Ausdehnung des Mauerwerkes nicht aus einander gesprengt wird. An Stelle der
Zwischenlagen können dehnbare Verankerungen angeordnet werden.
Nach Ledebur (vgl. Stahl und
Eisen, 1888 S. 223) unterwirft man in amerikanischen Gieſsereien das
Roheisen fortlaufenden Prüfungen bezüglich seiner Eigenschaften.
Von dem zu untersuchenden Roheisen wird jedesmal 7k,5 in einem Graphittiegel geschmolzen. Um dasselbe auf seine Dünnflüssigkeit
zu prüfen, gieſst man eine abgewogene Probe in eine aus grünem Formsande
hergestellte Guſsform eines Stabes von 30,cm4
Länge, 2cm,54 Breite und 1mm,5 Dicke von dem einen Ende her ein. Die
Guſsform läuft zwar niemals vollständig aus; je länger aber der Abguſs wird, desto
dünnflüssiger ist das Metall. Ein Stab mit den gleichen Abmessungen, jedoch mit
einer Rippe an der einen Seite, hat den Zweck, eine Schluſsfolgerung zu ermöglichen,
ob das Guſseisen starke Neigung zum Verziehen besitzt, ob mithin leicht Spannungen
in den Guſsstücken entstehen. Von einem gemeinschaftlichen Eingusse aus werden
sodann zwei Stäbe gegossen, beide 30cm,4 lang, der
eine 1cm,27 im Quadrate, der andere 2cm,54 breit und 25mm stark. Die beiden Endflächen jedes Stabes werden in der Guſsform durch
eingelegte Guſsschalen gebildet, deren Abstand von einander genau 30cm,72 beträgt. Bei einer Schwindung gleich 1/96 der
ursprünglichen Länge, welche man als die durchschnittliche Schwindung des Guſseisens
anzunehmen pflegt, würden demnach die erkalteten Stäbe genau 30cm,4 lang sein. Sechs Paar solcher Stäbe werden
gegossen und, nachdem man die Schwindung jedes einzelnen gemessen hat, um ein gutes
Durchschnittsergebniſs zu erhalten, zu den Festigtkeitsprüfungen verwendet. Letztere
bestehen theils aus Belastungs-, theils aus Schlagproben. Die Belastungsproben
werden auf einer Maschine ausgeführt, im Wesentlichen aus einem Hebel mit
verschiebbarem Gewichte bestehend, welche selbsthätig die stattfindende Einbiegung
bei jeder Belastung verzeichnet. Die Schlagproben werden mit einem Fallgewichte von
12k,5 ausgeführt, der erste Schlag aus 1cm,27 Höhe, dann jedesmal 0cm,32 höher, bis der Bruch erfolgt. Ein Stift
verzeichnet auch hier die stattfindende Einbiegung bei jedem Schlage, ein anderer
das Zurückgehen des Stabes nach dem Schlage.
Alsdann wird noch die Härte der Stäbe mittels einer von Professor Turner in Birmingham gebauten Maschine gemessen, die
Härtung, welche das Guſseisen an den Enden bei der Berührung mit den eisernen
Guſsschalen erfahren
hat, geprüft, und die Beschaffenheit des Kornes mit Hilfe einer Lupe besichtigt.
Ueber alle diese Beobachtungen wird Buch geführt, und die Probestäbe werden für
spätere Vergleiche aufbewahrt.
Stn.
Tafeln