| Titel: | Typen-Stanzapparat. |
| Autor: | Kn. |
| Fundstelle: | Band 273, Jahrgang 1889, S. 160 |
| Download: | XML |
Typen-Stanzapparat.
Mit Abbildungen auf Tafel
9.
Typen-Stanzapparat.
Man hat bekanntlich seit Langem versucht, die gebräuchliche Herstellung der
Druckschriften und des Drucksatzes dadurch zu umgehen, daſs man einerseits alle
diese Arbeiten auf rein mechanischem Wege vornahm, oder andererseits die Typen eines
zu bildenden Drucksatzes mittels Stahlstempel in eine bildsame Masse, etwa Blei,
einschlug und die so hergestellte Druckform entweder stereotypirte oder unmittelbar
benutzte. Derartige Constructionen fallen natürlich, namentlich wenn sie alle beim
Handsatze nöthigen Hantirungen. wie Ausschlieſsen des Satzes u.s.w., vereinigen
sollen, sehr complicirt aus, und diese Vieltheiligkeit in Verbindung mit dem hohen
Preise solcher Maschinen und die in der Verwendung eines Schriftsatzes liegende Beschränkung sind Veranlassung gewesen, daſs
diese, namentlich auch von amerikanischer Seite gepflegten Constructionen sich meist
nur eines kurzen Daseins zu erfreuen hatten und für die Praxis interessante Versuche
blieben, welche aber keine schnellere und billigere Herstellung einer Druckform
brachten.
Von diesen complicirten Maschinen unterscheidet sich vortheilhaft ein von dem Belgier
A. J. Engelen in St.-Josse ten Noode bei Brüssel
construirter einfacher kleiner Apparat, der zwar schon einige Jahre bekannt ist (D.
R. P. Nr. 34214 vom 16. Juni 1885), in neuerer Zeit aber Verbesserungen erfahren und
erhöhtere praktische Bedeutung gewonnen hat (Zusatzpatent Nr. 43762 vom 4. Oktober
1887). Der Apparat, der von der Maschinenfabrik Gustav
Maack in Köln-Ehrenfeld ausgeführt wird, stanzt den Satz mittels
stählerner, vertieft geschnittener Matrizenstempel in schrifthohe und mit dem Kegel
der betreffenden Schrift übereinstimmende Holzplättchen in die obere Hirnfläche
erhaben, und die so hergestellten Typen werden dann in Rahmen zu Formen vereinigt,
welche für den Druck wie die gebräuchlichen Druckformen behandelt werden. Als
Typenmaterial eignet sich hierzu besonders mit Oel, Fett, Walrath imprägnirtes Holz,
gehärtetes oder mit Kautschuk, Harz oder Lack überzogenes Holz, Blei, Celluloid,
Holzstoff, Papiermasse u.s.w.
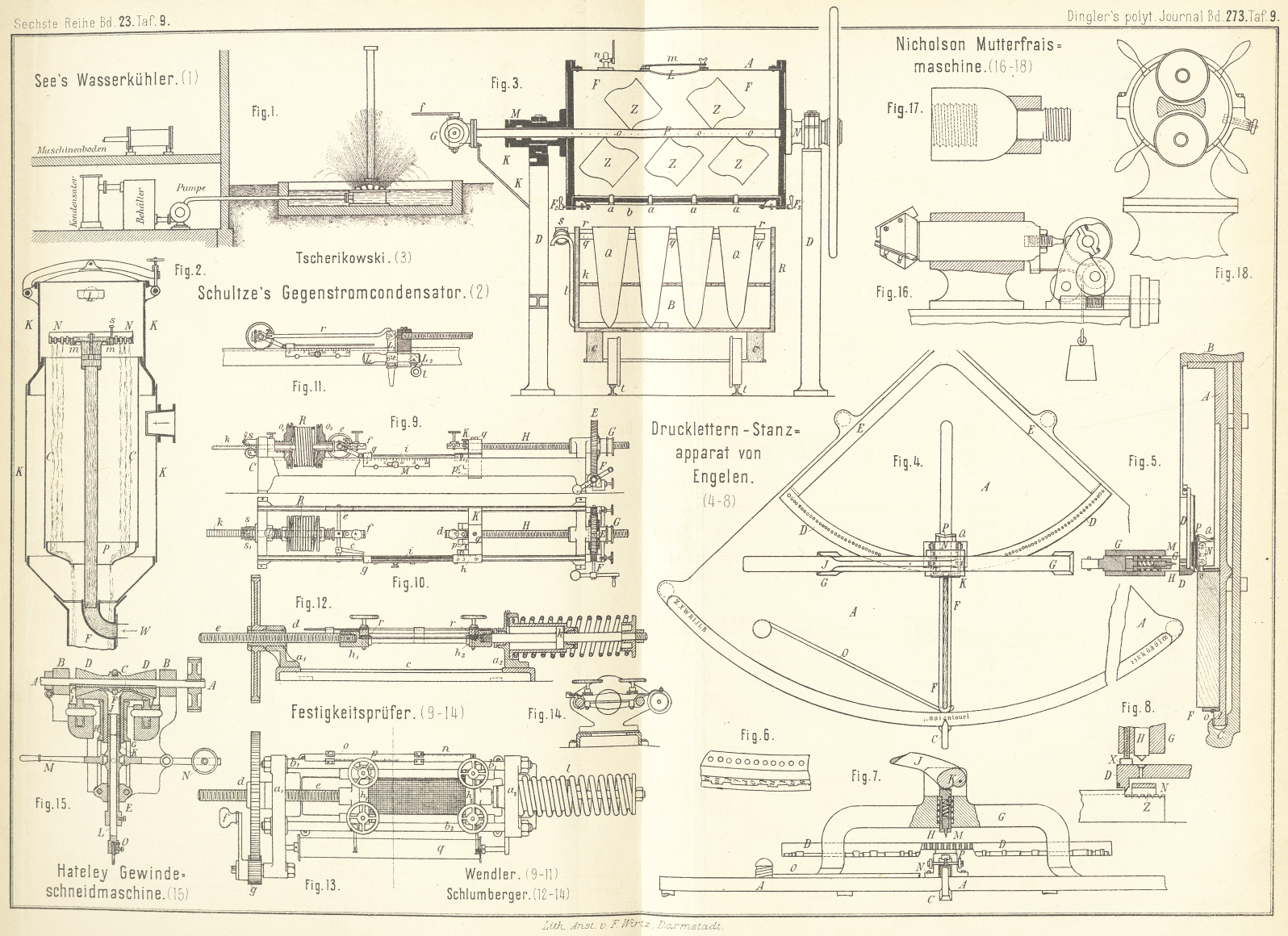
Der in den Fig.
4 bis 8 Taf. 9 dargestellte Apparat besteht im Wesentlichen aus einer Platte
A von der Form eines Kreissectors, welche von
Füſsen getragen und wagerecht auf einen Tisch gestellt wird. An der Spitze trägt die
Platte eine senkrechte Büchse, welche dem unter gelinder Reibung darin drehbaren
Bolzen B als Lagerung dient. An diesem Bolzen B ist oben parallel zur Platte A der stählerne Sector D mittels der
federnden Arme E befestigt, an dessen Unterseite (Fig. 6) die
Typen und verschiedenen Druckzeichen, welche in Relief hergestellt werden sollen,
vertieft angeordnet sind. Unterhalb der Grundplatte A
ist mit dem Drehbolzen B noch der Arm C verbunden, dessen Vorderende derart aufgebogen ist,
daſs es um den Rand der Platte herumgreift und so, wie Fig. 5 und 7 zeigen, einen Zeiger
bildet, der auf der am Rande von A angebrachten
Buchstabenscala spielt. Die Reihenfolge dieser Buchstaben steht dabei, ähnlich wie
bei Typenschreibmaschinen (vgl. Becker, 1887 266 * 530), in solcher Beziehung zu den vertieften Typen
des Sectors D, daſs sich bei Einstellung des Zeigers
C von Hand auf ein Zeichen der Platte A das entsprechende Zeichen des Sectors D sich über der Mittellinie der Platte A befindet.
In dieser Mittellinie von A gleitet nun in einer Nuth
das zur Herstellung der Typen dienende, in einem Schlitten F gelagerte Holzklötzchen, das eine Feder O
beständig gegen die Spitze des Sectors vorzuschieben trachtet, Der Abstand des
Sectors D von der Platte A
genügt dabei für den
Durchgang des Holzes. Drückt man nun den Sector D auf
das Holzklötzchen herab, was bei der Biegsamkeit der Arme E möglich ist, so wird bei einem genügenden Drucke das eingestellte
Zeichen auf dem Holze gestanzt werden. Zur Ausübung dieses Druckes ist an der Platte
A ein Bügel G
befestigt, in dessen über der Mittellinie von A
befindlicher Oeffnung ein Stempel H mit Hilfe eines um
den Bolzen K im Bügel G
drehbaren Hebels J nach abwärts bewegt werden kann. Im
Stempel H selbst sitzt wieder ein kleiner, zugespitzter
Centrirstift M, der durch eine Feder nach abwärts
gedrückt wird. Dieser Stift tritt beim Senken des Stempels H in das gegenüber jeder Type befindliche Centrirloch ein und legt damit
die Stellung des Sectors D, welche mittels des Zeigers
C ungefähr bestimmt wurde, genau fest.
Der Niedergang des Sectors D wird durch den auf der
Platte angebrachten Bügel N begrenzt und dadurch auch
die Tiefe der Stanzung bestimmt. Dieser Bügel, an dem noch Führungstheile für das
Holz sitzen, enthält auch die verschiebbare Arretirung P, an welcher das von der Feder O
vorgeschobene Holzklötzchen Anlage findet. Die Arretirung wird dabei von einer Feder
Q, die stärker als die Feder O ist, in ihrer Lage erhalten, wird aber beim
Niedergange des Sectors D durch dessen schräge Fläche
zurückgeschoben. Der Eindruck des Sectors in das Holz bewirkt nun, daſs der
gestanzte Theil des Klötzchens, sobald der Sector sich hebt, unter der Arretirung
hinweggeht, während der durch das Stanzen hinter der Type gebildete Absatz gegen die
Arretirung stöſst und das Klötzchen in der zum Stanzen des nächsten Zeichens
erforderlichen Stellung hält.
Bei der neueren Ausführung ist diese Arretirung P durch
eine Arretirung z (Fig. 8) ersetzt, welche
durch einen vorstehenden Rand am Sectorrande selbst gebildet wird. Wenn der Sector
in seiner höchsten Stellung steht, so kann das Holzklötzchen unter dem Rande D hergleiten, nicht aber unter der Arretirung z. Es legt sich deshalb in Folge der Wirkung der Feder
O mit seiner Stirnfläche gegen die Arretirung z. Wenn nun durch Niederdrücken des Sectorrandes D das Zeichen gestanzt wird, so vermindert sich an
dieser Stelle die Höhe des Holzklötzchens um so viel, daſs nach dem Zurückgehen des
Sectorrandes in seine höchste Stellung die gestanzte Fläche unter dem Ansätze z durchgeht, bis der hinter dem gestanzten Zeichen
entstandene Absatz des Holzklötzchens sich gegen die Arretirung z anlegt, wie es Fig. 8 zeigt.
Das Klötzchen wird so durch die Feder O um die Breite
des gestanzten Zeichens vorgeschoben und steht nun in der Lage, welche für das
Stanzen des folgenden Zeichens erforderlich ist.
Da die Höhe der Arretirung z klein ist, ebenso wie auch
die Höhe des Absatzes, welche sich hinter zuletzt gestanzten Zeichen bildet, so ist es nothwendig, die
Höhe, bis zu welcher der Sector nach dem Stanzen zurückgeht, genau zu begrenzen.
Diesem Zwecke dient die Schraube X, gegen welche der
Sector in Folge der Federung seiner Arme E beim
Zurückgehen anschlägt. Die Schraube läſst sich genau auf die erforderliche Höhe
einstellen. Der Hub des Sectors nach unten wird wieder durch Aufschlagen auf den
Bock N begrenzt. Der als Arretirung dienende Rand z bildet beim Stanzen eine Querrinne auf dem
Holzklötzchen und muſs, damit die Rinne nicht zu breit wird, abgeschärft sein.
Damit die Anfangsbuchstaben der einzelnen Zeilen genau unter einander zu stehen
kommen, empfiehlt es sich, bei Beginn einer neuen Zeile jedesmal eine Ausschlieſsung
zu stanzen, ebenso ist dafür Sorge zu tragen, daſs der letzte Buchstabe der Zeile
nicht zu nahe an die Kante kommt. Das Justiren erfolgt, indem die Klötzchen zwischen
den einzelnen Worten aus einander geschnitten und die nöthigen leeren Klötzchen
(Spatien) eingeschoben werden. Das Zerschneiden wird in der Weise vorgenommen, daſs
man die Klötzchen flach auf eine geneigte Ebene legt, so daſs der Arbeiter die
gestanzten Typen lesen und die Punkte bezeichnen kann, wo die Schnitte mit dem
transversal zum Holz angeordneten und um ein Ende drehbaren Messer geführt werden
sollen. Dieses Messer kann auf der Platte der Stanzmaschine drehbar befestigt
sein.
Der Schlitten des Holzklötzchens muſs stets leicht und frei gehen, ist dies nicht der
Fall und zeigen sich Unregelmäſsigkeiten in der gleichen Entfernung der Buchstaben
von einander, so muſs der Schlitten durch Lösen der ihn haltenden Spiralfeder frei
gemacht und herausgenommen werden. Das Reinigen desselben und seiner Bahn geschieht
mit einem weichen Lappen, der mit ein wenig Erdöl getränkt ist, und darauf folgendem
Nachpoliren mit einem trockenen Lappen. Schmiermaterial darf nicht angewendet
werden, ausgenommen, aber nur selten, an den Scharnieren und Drehpunkten mit Oel
bester Qualität. Ueberhaupt ist der Apparat so viel als möglich vor Staub zu
schützen und deshalb nach Beendigung der Arbeit gut zuzudecken.
Wenn nach einiger Zeit die Buchstaben nicht mehr scharf und rein kommen, so ist das
ein Zeichen, daſs sich in den Matrizen Holztheile festgesetzt haben. Der Stahlbogen
muſs dann herausgenommen werden und wird mit den Matrizen nach oben auf einen Tisch
gelegt und mit einer kleinen harten Bürste ausgebürstet. Es empfiehlt sich, dann
noch mit einer Lupe nachzusehen, ob sich noch Holzsplitterchen versteckt vorfinden,
welche mit einer feinen Nadel herauszustechen sind. Da sich beim Stanzen meist an
den oberen Kanten der Holzklötzchen ein Grat bildet, so ist es zweckmäſsig, an der
Seite der Maschine einen Bogen feines Sandpapier auf dem Tische zu befestigen, um
nach Beendigung einer Zeile den Grat darauf abzuschleifen. Sobald eine Zeile gestanzt ist, ist sie
durchzulesen, von etwa darin vorkommenden Fehlern durch Ausschneiden und
Richtigstanzen zu befreien und in der angegebenen Weise auszuschlieſsen.
Zum Waschen der Formen darf nur Terpentin zur Verwendung kommen, und zum Druck ist
starke, aber fein vertheilte Farbe in geringer Menge am geeignetsten. Von einer Form
sollen bei sorgfältiger Behandlung 25000 Bogen gedruckt werden können, was dadurch
erklärlich wird, daſs die in die Poren des Holzes eindringende fette Farbe dasselbe
conservirt (Archiv für Buchdruckerkunst, 1889 Heft
5).
Nach dieser Methode wird stets mit neuer Schrift gedruckt. Die Haarstriche der
Buchstaben kommen zwar nicht so zart wie bei Metalltypen, das Lesen macht indeſs
einen wohlthuenden Eindruck auf die Augen. Im Archiv für
Buchdruckerkunst wird ferner bemerkt, daſs die Nr. 27 des bei Franz Greven in Köln gedruckten und in dessen Verlag
erscheinenden Witzblattes „Alaaf Köln“ bezüglich des glatten Textes (etwa 7½ Seiten) ganz auf
dem Engelen'schen Stanzapparate hergestellt, und das
Aussehen der Nummer sowohl bezüglich des Satzes wie auch des Druckes nur zu loben
ist. Besonders gibt die Nummer den Beweis, daſs die gestanzten Holzzeilen sich in
Massen an einander stehend besser drucken als vereinzelt.
Die Leistungsfähigkeit der Maschine wird je nach der Gewandtheit des sie Bedienenden
zu 2000 bis 3000 Buchstaben in der Stunde angegeben. Ihr Gewicht beträgt 15k und ihr Preis 350 M. Dieser ist im Vergleiche zu
den Matrizenstanz-, oder den Setz- und Ablegemaschinen natürlich ein niedriger. Nach
einer angestellten Rechnung würden für ein Jahr von 350 Tagen 700000 Holzplättchen
im Werthe von 2450 M. (für 1000 3 M. 50 Pf.) gebraucht. Für Setzen und Stanzen sind
5600 M. in Ansatz gebracht, zusammen also 8050 M. Da sich die Herstellung eines
gleichen Quantums Handsatz einschlieſslich der Kapitalzinsen für das Schriftmaterial
auf 12000 M. belaufen würde, so würde sich eine Ersparniſs von 33 Proc. ergeben, die
sich durch den geringen Lokalzins und andere Nebenumstände bis zu 40 Proc. steigern
könnte. Ein beachtenswerther Vortheil liegt auch darin, daſs die Anschaffung von
Setzkasten, Regalen und manchen anderen Geräthen und der von diesen in Anspruch
genommene groſse Raum wegfällt.
Kn.
Tafeln