| Titel: | Nicholson's Mutternfräsmaschine. |
| Autor: | Pr. |
| Fundstelle: | Band 273, Jahrgang 1889, S. 168 |
| Download: | XML |
Nicholson's Mutternfräsmaschine.
Mit Abbildungen im Texte und auf Tafel 9.
Nicholson's Mutternfräsmaschine.
Um die Kopfflächen von Muttern und Schraubenbolzen mittels Messerfräser zu
bearbeiten, hierbei aber die sonst durch das Einspannen der Werkstücke verlorene
Zwischenzeit zu gewinnen und für die selbsthätige Bearbeitung nutzbar zu machen,
bauen Nicholson und Waterman, Providence, R. I., Amerika, eine
Maschine mit zwei Spindeln, von welchen nur je eine auf einmal kreist, während die
andere, stillstehende zur Aufnahme des Werkstückes bereit steht, so daſs jeder
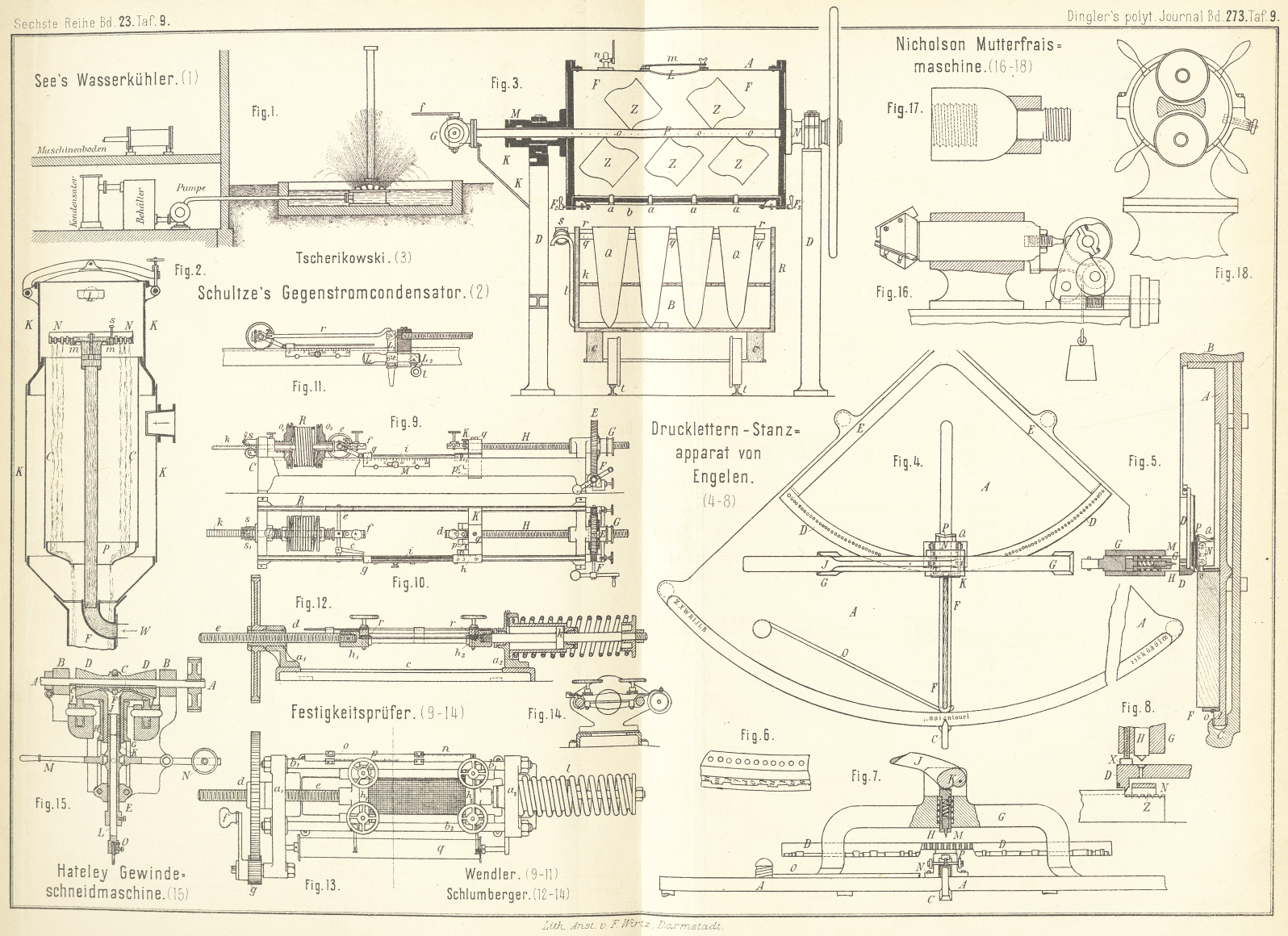
Aufenthalt möglichst beschränkt wird (Textfigur).
Nach American Machinist, 1889 Bd. 12 Nr. 18 * S. 5,
schwingt in Kinglagern ein Spindelstück (Fig. 18); dasselbe wird
mittels eines Griffkreuzes gewendet und durch einen Federriegel festgestellt, so
daſs immer nur eine Spindel in die Achse des Werkstückhalters fällt, während die
andere darüber steht. Dadurch bethätigt der lothrecht von einer gröſseren
Deckenscheibe herablaufende Betriebsriemen nur die untere Spindel, während die obere
freiliegt und stillsteht.
Textabbildung Bd. 273, S. 169 Der Stahlhalter (Fig. 16) erhält keine
Drehung, sondern bloſs achsiale Längs Verschiebung in einem Führungslager durch ein
besonderes Riemen- und Schneckentriebwerk mittels einer Daumenscheibe. Tritt der
Leitstift in den kleineren Absatz der Daumenscheibe ein, so wird der kolbenartige
Messerhalter durch ein Gegengewicht zurückgestellt und so lange in dieser Stellung
gehalten, bis der höhere Absatz der Daumenscheibe bei fortschreitender Drehung
wieder eintrifft. Während dieses Zeitraumes wird die Wendung des Spindellagers
vorgenommen und das während des Arbeitsganges vorher bereits aufgespannte Werkstück
in den Wirkungsbereich der Formmesser gebracht. Die Arbeitsgeschwindigkeit wird
durch eine Stufenscheibe am Schneckentriebwerk des Messerhalters geregelt und
dadurch die Länge der Arbeitsperiode eines Werkstückes bemessen. In Fig. 17 ist der
Aufspannbolzen für Mutternbearbeitung dargestellt, während gewöhnliche Kopf bolzen
in die Hohlspindeln geschoben und mittels selbstspannender Futter gehalten
werden.
Pr.
Tafeln