| Titel: | Ueber Fräsen und amerikanische Fräsemaschinen. |
| Autor: | Pregél |
| Fundstelle: | Band 274, Jahrgang 1889, S. 487 |
| Download: | XML |
Ueber Fräsen und amerikanische
Fräsemaschinen.
Mit Abbildungen im Texte und auf Tafel 26.
Ueber Fräsen und amerikanische Fräsemaschinen.
Ein weites Anwendungsgebiet wird der Fräse im Locomotivenbau und in den
Eisenbahnhilfswerkstätten erschlossen, sobald mit Sicherheit eine saubere,
tadelfreie Arbeitsfläche der entsprechenden Maschinentheile hergestellt werden kann,
welche jede weitere Vollendungsarbeit überflüssig macht. Wenn auch der
Arbeitsvorgang der Fräsemaschine in Vor- und Fertigarbeit getheilt durchgeführt
wird, so kann man doch die Folgen von Fehlern im Fräsewerkzeug und der Maschine nur
durch Feilen u.s.w. gänzlich beseitigen.
Abgesehen von Formfehlern der Arbeitsfläche, sind die gerügten Mängel, die in Längs-
und Querriffen, sogen. Wellen, an der Oberfläche des Arbeitsstückes bestehen, die
häufigsten.
Die ersteren, die Folge von Scharten und Abstumpfungen der Fräsezähne, die bei
Formfräsern höchst lästig werden, sind leicht durch Nachschleifen der Fräse zu
beseitigen, sobald die Formfräser aus Theilstücken zusammengesetzt werden.
Dahingegen sind Querwellen in der Arbeitsfläche durch verschiedene Fehler
begründet.
Das Fräse Werkzeug ist entweder von Hause aus unrund oder excentrisch auf die Spindel
aufgesteckt oder es ragen einzelne Schneidkanten über die anderen Fräsezähne etwas
hervor, was bei unvorsichtigem Nachschleifen leicht möglich wird, oder es ist die
Fräsespindel überhaupt mangelhaft gelagert. Wenn auch ein wechselnder Arbeitsdruck
durch entsprechende Gestaltung des Fräsewerkzeuges zu vermeiden ist, so können doch
stark übersetzende Antriebstheile bei schwachen Maschinenausführungen einen
schütternden Arbeitsgang veranlassen. Ein Gleiten des Hauptantriebriemens, besonders
aber ein Gleiten des Steuerungsriemens wird sich in der Arbeitsfläche bemerkbar
machen.
Deshalb sind kleinere, rasch kreisende Fräsen, welche unmittelbar vom Betriebsriemen
bethätigt werden, und die auf verhältniſsmäſsig starken und lang gelagerten
Spindeln, die wenn möglich zwischen Spitzen laufen, groſsen Fräsen mit übersetzendem
Rädertriebwerk vorzuziehen.
Da aber die Schaltungstheile eine starke Uebersetzung ins Langsame voraussetzen, so
wird ein Gleiten des Steuerungsriemens leicht Veranlassung zu ungenauer Arbeit
geben, weil mit dem Stillstande des Vorschubes sofort eine Aufhebung des
Arbeitsdruckes und eine Spannungsänderung in der Maschine Hand in Hand geht. Deshalb
ist die Ableitung der Schaltungsbewegung von der Hauptspindel möglichst zwangläufig
mit Einschaltung von sicher wirkenden Reibungskuppelungen und nicht mit schwachen
leicht gleitenden Riemen durchzuführen. Wenn auch dadurch der Vortheil, welchen
Stufenscheiben gewähren, verloren geht, so ist hierbei doch stets zu bedenken, daſs
mittels Stufenscheiben doch nur selten die gewünschten Vorschubgröſsen zu
ermöglichen sind. Weit allgemeiner und sicherer ist die Veränderung der Schaltung
mittels Versatzräder zu erreichen, wodurch gleichzeitig bei zwangläufiger Schaltung
eine groſse Fehlerquelle der Fräsemaschine beseitigt wird.
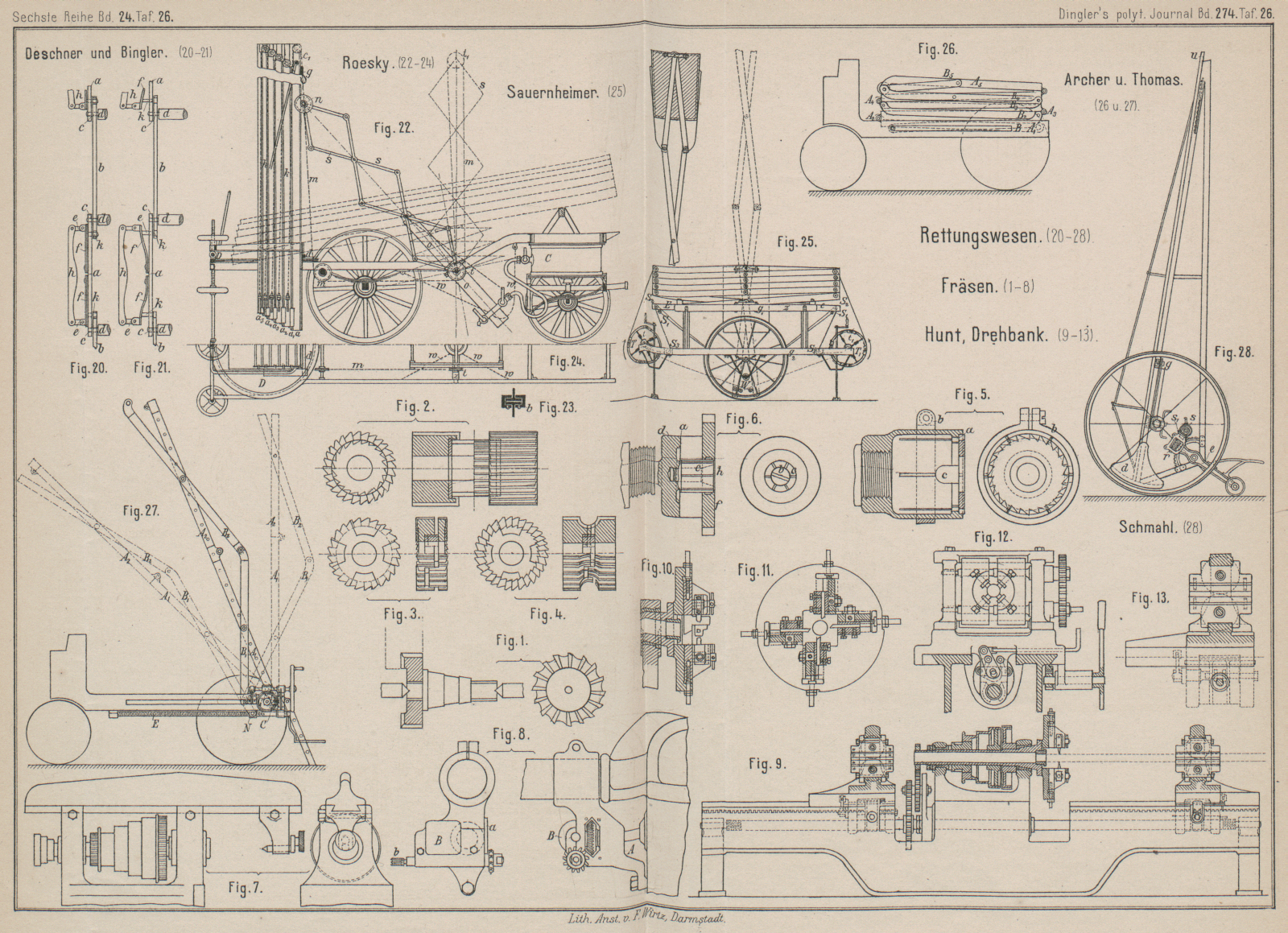
Die in Fig. 1
bis 4 Taf. 26
dargestellten einfachen und zusammengesetzten Fräsen werden für die Bearbeitung von
Locomotiventheilen in den Werkstätten der Belgischen Staatsbahn in Mecheln von Degraux angewendet, welcher mit groſser Sorgfalt die
Fräsen auf ihre Richtigkeit untersucht und angeblich Abweichungen bis ein
Hundertstel eines Millimeters durch Anwendung von Mikrophone und
Vergröſserungsgläsern auffindet. In The Engineer, 1889
Bd. 67 * S. 287, ist auch die Anlage der Hilfswerkstätte in Mecheln für Herstellung
der Werkzeuge beschrieben.
Fräserscheiben, welche sich beim Härten verzogen haben, windschief oder unrund
geworden sind, werden mittels eines Schleifrades nachgeschliffen und die Bohrung
mittels Kupferbolzen mit Schmirgelpulver und Oel ausgeschliffen. Diese
Richtigstellung der Form erfolgt nach zwei Grundsätzen, entweder wird nach dem
kreisförmig nachgeschliffenen Fräserumfange die Bohrung eingerichtet, oder es wird
nach der eingerichteten Bohrung der Umfang nachgeschliffen.
Hierzu dienen die von A. B. Landis im American Machinist, 1889 Bd. 12 Nr. 7 * S. 2,
angegebenen und in Fig. 5 und 6 Taf. 26 dargestellten
Vorrichtungen.
Die vorher am Umfange kreisförmig abgeschliffene Fräsescheibe wird in die Spannglocke
a eingelegt und mittels eines Ringes b eingeklemmt. Das Ganze befindet sich an einer
Drehbankspindel. Die Aussparung c dient zur Einführung
der Lochleere, während der Schleifbolzen am Support angebracht ist.
Bei der Vorrichtung Fig. 6 wird die in der Bohrung vorgerichtete Fräsescheibe f auf einen Spannbolzen c
der Scheibe d aufgeschoben, dieser Schlitzbolzen c vermöge des Kegelkopfes der Schraube b erweitert, wodurch die Fräse gehalten wird. Um diese
Vorrichtung für verschiedene Fräserbreiten zu verwenden, werden genau abgedrehte
Zwischenringe eingelegt.
Fig. 1., Bd. 274, S. 489
Brainard's Fräsemaschine.
Diese dem American Machinist, 1888 Bd. 11 Nr. 50 * S. 3,
entnommene Fräsemaschine (Textfig. 1) ist für
allgemeine Arbeit und zur Herstellung von Werkzeugen bestimmt. Die Lagerdeckel des
Spindelstockes sind zu einem Bügel gestaltet, auf dessen zapfenartiger Verlängerung
ein verschiebbarer Arm die Gegenspitze für das Fräserwerkzeug trägt.
Soll mit fliegendem Fräser gearbeitet werden, so wird dieser Arm einfach
zurückgedreht und dadurch die Arbeitsstelle freigelegt. An der Spindelverlängerung,
und zwar am Hinterlager, ist ein drehbarer Schlitzhebel angeordnet, welcher die
Versatzräder für den Betrieb der Schaltung trägt, von denen aus mittels vierstufiger
Riemenscheiben diese Bewegung auf die Tischtheile übertragen wird. Der Tischwinkel
hat 450mm Höhenverstellung, der Tischschlitten
125mm Verschiebung in der Richtung der
Fräserspindel, welche mittels Kreistheilungsscheibe auf (1 : 40)mm bemessen werden kann, während der eigentliche
Quertisch selbsthätige Verstellung bis 500mm unter
der Fräserspindel erhält. Das Gewicht der vollständigen Maschine sammt
Deckenvorgelege beträgt annähernd 1000k. Erbauer
ist die Brainard Milling Co., Hyde Park, Mass.,
Amerika.
Brown und Sharpe's Fräsemaschine.
Diese schon früher beschriebene Fräsemaschine für allgemeine Arbeit hat in den
neueren Ausführungen (Textfig. 2) nach American Machinist, Fig. 2. 1889 Bd, 12 Nr. 8 * S. 6,
einen Zusatz erhalten, welcher zur Vervollständigung entschieden beiträgt.
Fig. 2., Bd. 274, S. 490
Durch Lageraugen, welche sich über den Spindellagern befinden, wird ein starker
Rundstab drehbar durchgeschoben, welcher an seiner vorderen Abkrümmung die
Gegenspitze für die Fräse trägt. Nach Bedarf wird diese Gegenspitze in die
Fräserachse eingestellt oder weggedreht. Die selbsthätige Verschiebung des
Quertisches erfolgt durch eine gelenkige Welle mit Verlängerungsauszug von
Stufenscheiben auf die Tischspindel, welche auch als Uebertragungswelle für die
gleichzeitige Drehverstellung des Werkstücks beim Gewindenuthfräsen gebraucht werden
kann.
A. B. Landis' Gegenspitzenhalter an Fräsemaschinen.
Während Brainard bloſs den die Gegenspitze tragenden Arm
zum Verdrehen einrichtete, legen Brown und Sharpe durch
Lageraugen des Spindelstockes eine runde abgekröpfte Stange, welche sammt der
Gegenspitze zum Verdrehen und Verschieben eingerichtet ist.
A. B. Landis bespricht im American Machinist, 1889 Bd. 12 Nr. 4 * S. 6, die Zweckmäſsigkeit dieser
Einrichtungen in Bezug auf ihre Genauigkeit. Derselbe befürchtet nämlich, daſs der
Arbeiter nicht immer mit
gehöriger Sorgfalt die Gegenspitze und Fräsespindel in die richtige Achslage
einstellen werde, daſs aber auch in Folge des einseitigen Achsendruckes des Fräsers
ein selbsthätiges Verdrehen des sonst gebremsten Armes eintreten könnte.
A. B. Landis schlägt die in Fig. 7 Taf. 26
dargestellte Bauart des Balkens vor, wobei der Spitzenhalter schlittenartig in
Prismenführung ohne Seitenleisten läuft, wodurch die achsiale Lage der Gegenspitze
in allen Fällen gesichert ist. Die Feststellung des Balkenschlittens wird durch
Klemmschrauben erreicht, welche quer durch die nach oben geschlitzten Spindellager
gehen, während im Gegensatze hierzu der stellbare Spitzenhalter geschlitzt und durch
eine Querschraube an den Schlitten geklemmt wird.
Es kann nach Belieben das Arbeitsfeld frei gemacht, aber auch die Gegenspitze ohne
besondere Geschicklichkeit genau wieder eingerichtet werden, während Seitenkräfte
keinen Einfluſs auf die Einstellung ausüben können.
A. B. Landis' Vorrichtung zum Querfräsen.
Um die Brainard'sche Fräsermaschine mit
Gegenspitzenhalter auch zum Querfräsen einzurichten, schlägt A. B. Landis nach American Machinist, 1889
Bd. 12 Nr. 23 * S. 4, die in Fig. 8 Taf. 26 zur Ansicht
gebrachte recht brauchbare Hilfseinrichtung vor.
An Stelle des Gegenspitzhalters wird das Lagerstück A
aufgeschoben und an dem Spindelstock mit einer Schraube festgelegt. Winkelräder
treiben von der Hauptspindel aus die kurze Querspindel, welche hier mit zwei Fräsen
ausgerüstet ist.
J. Grant's Fräsemaschine.
Von der Pratt Whitney Co. in Hartford, Conn., wird nach
American Machinist, 1889 Bd. 12 Nr. 17 * S. 5, die
beifolgend in Textfig. 3 abgebildete Fräsemaschine
gebaut.
An den inneren Führungen des U-förmigen Gestelles ist der Tischkörper zweiseitig aus
dem Grunde geführt, um die gröſstmöglichste Starrheit zu erreichen, welche, wie
früher erwähnt, die Leistungsfähigkeit der Maschine bedingt.
Fig. 3., Bd. 274, S. 491
Der 70mm breite Betriebsriemen treibt mittels
ausrückbarem Vorgelege von einer Uebersetzung (9 : 1) die Fräsespindel, deren
Vorderlager 75 zu 125mm Durchmesser und Länge
besitzt. In der tiefsten Einstellung des Tisches beträgt die Entfernung Tischfläche
zu Fräserachse 317mm. Diese Maschine wiegt 900k.
Eynon und Ingersoll's Hobeltisch-Fräsemaschine.
Eine besonders kräftig gebaute Fräsemaschine zur Bearbeitung von Maschinentheilen ist
in Textfig. 4 abgebildet.
Fig. 4., Bd. 274, S. 492
Nach American Machinist, 1888 Bd. 11 Nr. 35 * S. 1, hat
der am Rahmenständer befindliche Fräserschlitten 305mm Senkrechtverstellung, die stählerne Spindelhülse 104mm Durchmesser. Der Betrieb erfolgt mittels zweier
Winkelradpaare, von denen das obere am Fräserschlitten lagert, während die stehende
Keilnuthwelle sich durch die Nabe des unteren Winkelrades schiebt. Der selbsthätige
Tischvorschub wird durch ein doppeltes Schneckenradtriebwerk erhalten, die
selbsthätige Ausrückung ist durch Anschlagklötzchen und Zahnklippelungen
durchgeführt.
P. Leeds' Gleitbogen-Fräsevorrichtung an stehenden
Bohrmaschinen.
Fig. 5., Bd. 274, S. 492
Die Bogenschleifen der Stephenson'schen Coulissen werden
nach American Machinist, 1889 Bd. 12 Nr. 8 * S. 3,
unter einer Fräse- oder auch stehenden Bohrmaschine mittels einer, aus zwei gelenkig verbundenen
Schlittentheilen bestehenden Vorrichtung gefräst. Diese, einen Winkel bildende
Einrichtung ist auf den geometrischen Satz begründet, daſs diejenige Stelle eines in
zwei Punkten längs dieser beiden Winkelschenkel geführten Stückes, welche mit der
Dreiecksspitze zusammenfällt, einen Kreisbogen beschreibt, dessen Pfeilhöhe gleich
ist der Höhe des entsprechenden gleichschenkligen Dreieckes von der Grundlinie
gleich der Sehnenlänge des Kreisabschnittes.
Hiernach braucht man nur den Coulissenbogen in dessen Excenterzapfenlöcher zu fassen,
und einen dieser mit Grifföse versehenen Zapfen vermöge einer Transportspindel in
dem Schlitze des einen Schlittentheiles zu bewegen, um die mit dem Gelenkpunkt der
Schlitten- bezieh. der Dreiecksspitze zusammenfallende Fräse zu einem, einen
Kreisbogen erzeugenden Werkzeuge zu gestalten.
Sind aber die Excenterbolzen an der Rückseite des Coulissenbogens angeordnet, so
bedient man sich alsdann zum Fräsen des Kreisbogenschlitzes einer entsprechenden,
aus dem Bilde (Textfig. 5) leicht ersichtlichen
Einspannvorrichtung.
Fig. 6., Bd. 274, S. 493
Fig. 7., Bd. 274, S. 493
Steinmüller's Werkzeug zum Ausfräsen unrunder Löcher in
Blechplatten.
Ovale Reinigungsöffnungen, Luckenlöcher u. dgl. werden in Kesselbleche dadurch
ausgefräst, das vorerst auf diese ein, der Form des Loches entsprechendes
Führungsstück A (Textfig.
6 und 7) aufgespannt wird. In diesem wird
der mit centralem Federstift versehene cylindrische Messerkopf eingeführt, welcher
in seinem Kreuzschlitz vier Backen D führt, die mit
ihren Keilflächen auf einander passen und die Schneidstähle tragen.
Treten nun zwei gegensätzlich stehende Backen an den engeren Theil des Loches, so
rücken dieselben gezwungenerweise zusammen, wobei sie das andere Backenpaar mittels
ihrer keilförmigen Rückwände vortreiben, so daſs alle vier Backen an die innere Wand
des Führungsstückes
zur Anlage kommen. Um die centrale Lage dieses Werkzeuges zu sichern, ist der obere
Theil des Bohrspindeleinsatzes noch in dem Deckel des Führungsstückes A geführt (D. R. P. Nr. 42204 vom 4. Januar 1887).
Pregél.
Tafeln