| Titel: | Universalholzarbeiter. |
| Autor: | A. G. |
| Fundstelle: | Band 276, Jahrgang 1890, S. 446 |
| Download: | XML |
Universalholzarbeiter.
Mit Abbildungen auf Tafel
23.
Universalholzarbeiter.
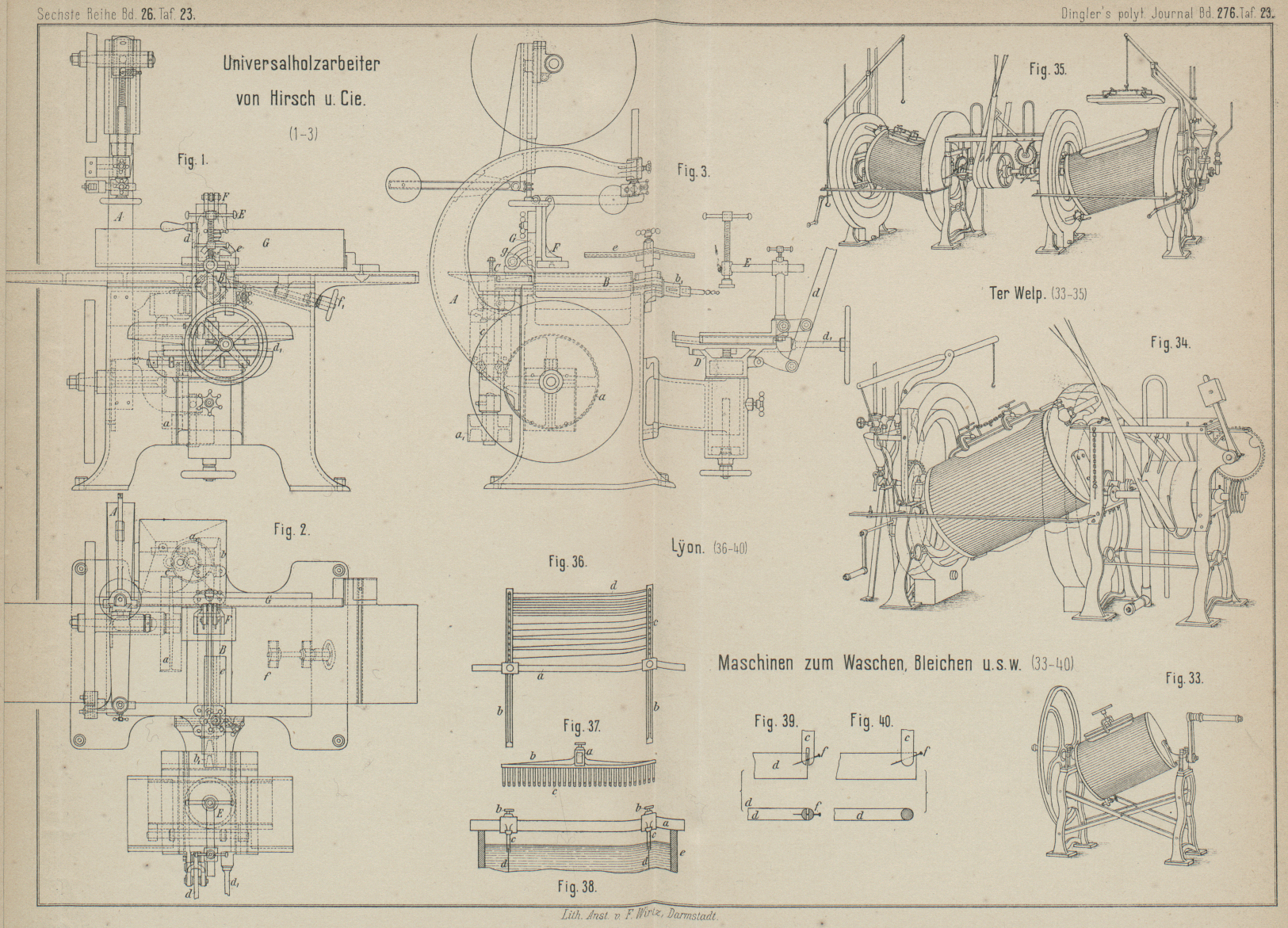
Der durch die Fig.
1 bis 3 Taf. 23 veranschaulichte Universalholzarbeiter vereinigt in sich
folgende vier Holzbearbeitungsmaschinen: Abrichthobelmaschine, Langlochbohrmaschine,
Bandsäge und Tischfräse. Dadurch, daſs die Abrichthobelmaschine auch zur Herstellung
von Kehlungen eingerichtet ist und das Futter für die Langlochbohrer auch wagerecht
zu spannende Fräseköpfe, wie man sie zu sogen. Bockfräsearbeiten gebraucht,
aufnehmen kann, werden eigentlich noch zwei weitere Maschinen dargeboten. Die
vorliegende Construction gestattet, von der Benutzung des einen Werkzeuges zu der
eines anderen ohne das zeitraubende und lästige „Umbauen“, welches bisher
hauptsächlich die Anwendung der Universalholzarbeiter verleidete, überzugehen.
Abrichthobelmaschine und Langlochbohrmaschine einerseits, Bandsäge und Tischfräse
andererseits, können sogar gleichzeitig: von zwei verschiedenen Arbeitern benutzt
werden.
Damit die Treibriemen gleiche Flucht erhalten, ist für die Antriebsscheibe a der Bandsäge A eine
Leitrolle a1
angeordnet, während auf die Antriebscheiben b und c der Abrichthobelmaschine B und der Tischfräse C der Riemen unmittelbar
geleitet ist. Die Messerwelle der Abrichthobelmaschine B endet in ein Futter b1, in welches die Langlochbohrer gespannt werden.
Das mit Schlitzen zu versehende Arbeitsstück wird dann auf den Tisch D mittels der Spannvorrichtung E festgeklemmt. Der obere Theil des Tisches D
ist in Kreuzführung verschiebbar, in der Weise, daſs durch Bewegung des Hebels d das Arbeitsstück gegen das Werkzeug vorgeschoben und
das Eindringen des letzteren geregelt, durch Drehung des Handrades d1 aber, welch
letzteres mit einem Zahnstangengetriebe in Verbindung steht, die Hin- und
Herbewegung des Arbeitsstückes vor dem Werkzeuge, entsprechend der gewünschten
Schlitzlänge, bewirkt werden kann.
Ueber dem Schlitz des Hobeltisches, durch den die Messerwelle tritt, befindet sich
das senkrecht, wie wagerecht verstellbare Schutzdach e.
Die vordere Hälfte f des Hobeltisches läſst sich in der
üblichen Weise durch Handrad f1 zur Erzielung der verschiedenen Spanstärken hoch
und tief stellen. Auſserdem lassen sich beide Hälften des Hobeltisches von der
Messerwelle wegziehen, was bekanntlich erforderlich ist, wenn man auf letzterer
Kehlmesser befestigen will. Um das Kehlen bequemer und gefahrloser zu machen, ist an
das Lineal G des Hobeltisches, welches übrigens mittels
des Quadranten g (Fig. 2) auch schräg
gestellt werden kann, eine Druckvorrichtung F
angeschraubt. Damit das Holz von der Seite her an das Lineal G angedrückt werde, ist auf der einen Hälfte des Hobeltisches eine Blattfeder
angeordnet, welche in der Zeichnung jedoch nicht dargestellt worden ist.
Werkstätten, in denen die einzelnen mechanischen Bearbeitungsarten nicht
ununterbrochen ausgeübt werden, finden in dem erläuterten, von der Maschinenfabrik
Hirsch und Co. in Berlin gebauten
Universalholzarbeiter gegenüber der Anschaffung gesonderter Maschinen die Vortheile,
daſs der beanspruchte Raum geringer und der Kaufpreis niedriger ist. Zum Antriebe
sind 2 ausreichend.
A. G.
Tafeln