| Titel: | Aurientis' Drehbank mit Schleif- und Polirwerk für Feinblech-Walzen. |
| Autor: | Pr. |
| Fundstelle: | Band 276, Jahrgang 1890, S. 577 |
| Download: | XML |
Aurientis' Drehbank mit Schleif- und Polirwerk
für Feinblech-Walzen.
Mit Abbildungen auf Tafel
30.
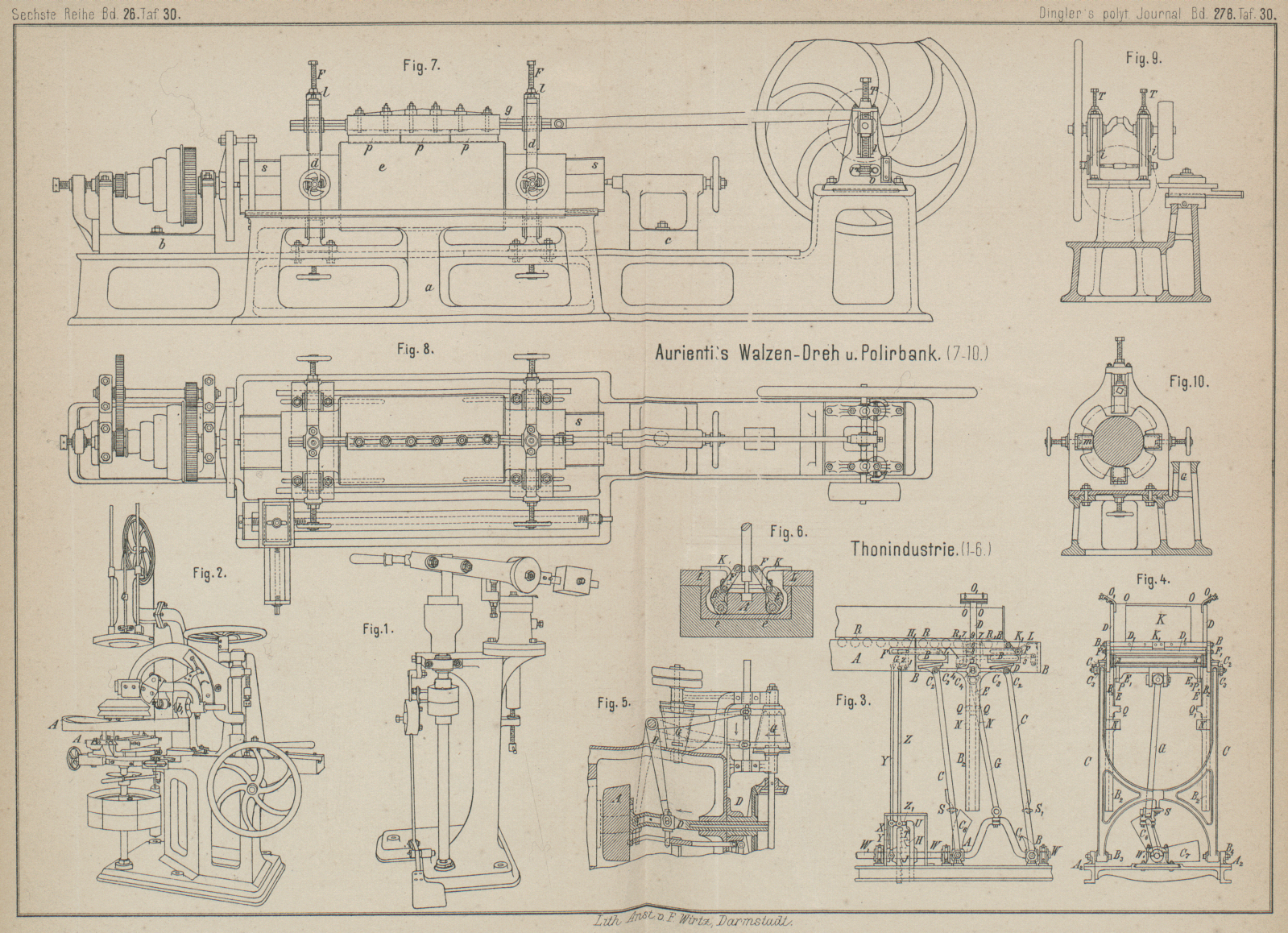
Aurientis' Drehbank mit Schleif- und Polirwerk.
Bemerkenswerth bei dieser Walzendrehbank ist nach Revue
industrielle, 1890 * S. 29, das Schleif- bezieh. Polirwerk, welches aus
einem geführten Schlitten besteht, der längs der oberen Scheitellinie der Walze,
unter sanfter Anpressung an dieselbe, mittels eines Kurbeltriebwerkes in kurze
Hubbewegung versetzt wird. Geschliffen wird, indem zwischen die im Schlittenkasten
eingespannten Kupferblöcke p (Fig. 7) und der langsam
kreisenden Walze Schmirgelpulver von stetig zunehmender Feinheit gestreut wird.
Nach diesem Verfahren von Aurientis soll nicht nur eine
hohe Politur, sondern auch eine groſse Genauigkeit der Walzenoberfläche deicht zu
erzielen sein, was für Fertigwalzen bei Feinblech-Walzwerken von hoher Wichtigkeit
ist.
Diese Maschine besteht aus einem 6m,5 langen Bett
a (Fig. 7 u. 8) mit einer vorliegenden
überhöhten und kürzeren Seitenwange für den Drehstahlsupport, aus Spindelstock b und Reitstock c, sowie
aus dem, auf einem Böckchen der Bettverlängerung aufgestellten Kurbeltriebwerk für
den Schleifbockschlitten g.
Hiernach erhält das Bett a die aus Fig. 9 und 10 ersichtliche
Querschnittsform. Während die zwischen Spitzen laufende Walze mit ihren Zapfen in
den Setzstöcken d lagert, wird der Schleif backen sammt
der Kurbelachse des Triebwerkes dem Walzendurchmesser entsprechend nachgestellt,
wozu die Druckschrauben F und T dienen. Um die Einstellung der Kurbelachslager gleichmäſsig und rasch
durchzuführen, werden die beiden unteren Stützschrauben gleichzeitig durch ein
doppeltes Schneckenradwerk bethätigt.
Beim Schleif Vorgang kreist die Walze mit 7 minutlichen Umläufen, während der
Schleifbackenschlitten bei 120mm Ausschlag 22
Doppelhübe in der Minute macht. Die Lagerführungen für die Schlittenstange g in den Setzstöcken d
gewähren Nachstellungen für Walzen von 300 bis 600mm Durchmesser bei 1000mm Länge und 1300
Zapfenmittelentfernung.
Die bisher üblichen Schleifverfahren zum Poliren der Feinblechplattwalzen bestanden
darin, daſs entweder ein mit dem Support-Schlitten wandernder, den Walzenumfang
umspannender und mit Bleiklötzchen ausgesetzter Setzstock die kreisende Walze
mittels eingestreutem Schmirgelpulver glättete oder daſs eine rasch kreisende
Schmirgelscheibe längs der langsamer umlaufenden Walzen geführt wird (vgl. Schleif-
und Riffelmaschinen für Mahlwalzen 1890 276 * 529).
Obwohl dieses letztere Schleifverfahren gewiſs als ein Fortschritt, gegenüber dem
vorerwähnten anzusehen wäre, so ist doch wegen des Lagerspielraumes, welcher bei
einer so rasch kreisenden Spindel, wie jene des Schleifrades, unbedingt vorhanden
sein muſs, und wegen der ferneren Abhängigkeit von der Lagerschlittenbahn nicht
immer möglich, jenen Grad von Genauigkeit und Politur ohne Nacharbeit zu erreichen,
welcher bei Feinblechwalzen erforderlich ist.
Mit dem Schleifwerk von Aurientis sollen aber nicht nur
alle diese Schwierigkeiten leicht zu umgehen, sondern es soll bei entsprechender
Einstellung der kupfernen Schleifbacken ebensowohl genau cylindrische, als auch
schwach geballte Walzen zu glätten möglich sein. Aber auch hierbei wird der Erfolg
wesentlich von der sorgfältigen Einstellung der Schleifbacken und der genauen
Führung des Schlittens abhängen.
Pr.
Tafeln