| Titel: | Neuerungen an Walzwerken. |
| Fundstelle: | Band 278, Jahrgang 1890, S. 481 |
| Download: | XML |
Neuerungen an Walzwerken.
(Fortsetzung des Berichtes S. 433 d.
Bd.)
Mit Abbildungen auf Tafel
26.
Neuerungen an Walzwerken.
Röhren. Ueber das epochemachende Walz verfahren von Gebrüder Mannesmann berichteten wir 1890 277 * 22. Zur Zeit finden die Mannesmann'schen Röhren, des etwas höheren Preises wegen, vorwiegend da
Verwendung, wo ungewöhnlich hohe Anforderungen an die Festigkeit derselben gestellt
werden. Es darf wohl erwartet werden, daſs mit fortschreitender Entwickelung des
Verfahrens sich auch der Preis erniedrigen wird.
Inzwischen sind mehrfach beachtenswerthe Neuerungen auf dem Gebiete der
Röhrenwalzerei zu verzeichnen.
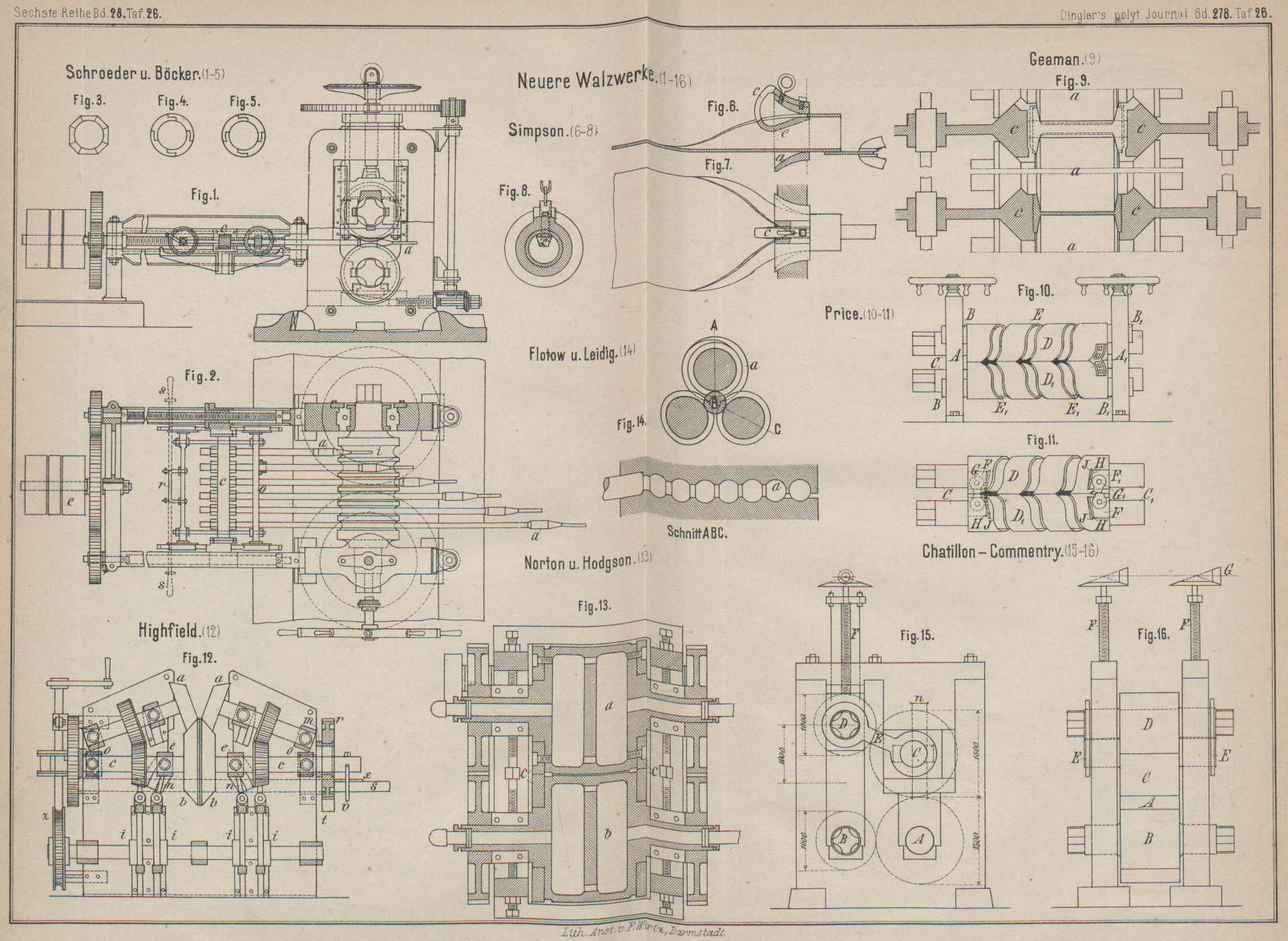
Das durch D. R. P. Nr. 51769 vom 7. September 1889 für Wilhelm Schroeder in Altena (Westfalen) und Philipp Boecker jun. in Hohenlimburg patentirte Walzwerk zur Herstellung
von Röhren beliebigen Querschnittes will die Röhren aus einzelnen, im Querschnitte
gekrümmten Schienen, deren Kanten stumpf an einander stoſsen oder sich überlappen,
herstellen. Nachdem das aus den gewalzten Schienen, deren Anordnung die Fig. 3, 4, 5 zeigen,
zusammengestellte Rohr aus dem Schweiſsofen genommen ist, wird es zuerst über den
Dorn a (Fig. 1 und 2) geschoben. Zu diesem
Zwecke wird die Brücke c mit Hilfe des
Wechselriemengetriebes e in eine solche Entfernung von
den Walzen i gebracht, daſs die Verstärkung des Dornes
a in der Mittellinie der Walzen steht. Die
Höhenlage des Dornes a ist hierbei eine solche, daſs
derselbe in der Mitte des von der Ober- und Unterwalze gebildeten Hohlprofils liegt.
Das auszuwalzende Stück gelangt nun zuerst von rechts nach links auf den Dorn a, wobei es von den Walzen über die Verstärkung des
Dornes hinweggeschoben, also nur immer unmittelbar in der Walzendruckrichtung an die
Verstärkung des Dornes angepreſst wird, dann aber den hinteren Theil des Dornes frei
umgibt. Ist das nunmehr auf den Dorn a geschobene
Rohrstück bis an den Steg o des Wagens c gelangt, so wird das Walzwerk umgesteuert und das
Rohrstück mit Hilfe des Wagens o durch einen oder zwei
Arbeiter, welche bei r bezieh. bei s angreifen, wieder zwischen die Walzen geschoben. Der
Dorn o wird von diesem Vorgange nicht berührt, da die
Brücke c festgestellt bleibt und nur der Wagen o unter derselben vorwärts geschoben wird, wobei er das
auf dem Dorne sitzende Rohr mittels des Steges o vor
und unter die Walzen schiebt. Das Hin- und Herwalzen, verbunden mit der
erforderlichen Drehung des Rohrstückes vor dem Einstecken und der Einstellung der
Walzen, wird auf dem ersten Dorne a so oft wiederholt,
als die Länge des Dornes bezieh. die Verminderung der Rohrwandstärke dies gestattet.
Darauf werden die folgenden Dorne benutzt, indem die Brücke c jedesmal der Dornlänge entsprechend zurückgefahren wird. Hat das
ausgewalzte Rohr eine solche Länge erreicht, daſs der entsprechende Dorn dem Walzendrucke nicht mehr die
genügende rückwirkende Festigkeit entgegensetzen kann, so wird mit den Walzen nur
dann Druck gegeben, wenn das Walzgut dieselben von rechts nach links durchläuft. Die
Verstärkungen der Dorne a sind für eine bestimmte
Rohrweite zweckentsprechend gewählt (vgl. 1883 248
505).
Ein Verfahren zum Schweiſsen von Röhren ist Gegenstand eines unter Nr. 402689 an James Simpon in Mc Keesport ertheilten amerikanischen
Patentes (Fig.
6 bis 8). Dasselbe hat den Zweck, beim Schweiſsen von Röhren, deren
Schweiſskanten stumpf an einander stoſsen, zu verhindern, daſs die Kanten sich zu
weit nach innen biegen. Um dies zu erreichen, wird an dem Mundstücke a (Fig. 6 Taf. 26) eine Gabel
c befestigt, deren vorderes freies Ende e oben concentrisch zum Mundstücke a geformt ist.
Walzen für verschiedene Zwecke und verschiedener
Anordnung. Das Walzwerk von J. G. Geaman in
Pittsburg (Amerikanisches Patent Nr. 400495) ist in The
Engineering and Mining Journal vom 13. Juli 1889 eingehend beschrieben. Es
besteht aus drei wagerechten Walzen (Fig. 9), in welchen die
Kaliber der Seiten von Doppel-T-Eisen eingedreht sind.
Die Kopffläche wird von vier Walzenscheiben c gebildet,
welche von senkrecht stehenden Achsen gehalten werden. Die Arbeitsflächen der
Scheiben sind so gestaltet, daſs das I-Eisen im letzten
Durchgange die fertige Gestalt bekommt und gleichzeitig ein etwa erzeugter Grat
entfernt wird. Es erscheint uns sehr zweifelhaft, ob bei diesem Walzvorgange ein
gesunder Fuſs erzielt wird, denn nach der Skizze muſs sich das schon erkaltende
Eisen noch bedeutenden Formveränderungen fügen, bei der ein ordnungsmäſsiges
Schweiſsen nicht mehr erwartet werden darf.
Das Walzwerk von W. L. Price in Philadelphia (D. R. P.
Nr. 50556 vom 15. Juni 1888) dient zur Herstellung von Schienen,
Schubstangen und überhaupt solcher Körper, welche an einem oder an beiden Enden von
der prismatischen Form abweichen. Auf den in gewöhnlicher Art gelagerten und
betriebenen Walzen ist die Form der herzustellenden Körper genau eingearbeitet (Fig. 10 und
11), und
zwar in spiralförmiger Richtung. Die hierzu angeordneten Rinnen E und E1 bilden in den auf einander folgenden Zeitpunkten
jedesmal die erforderliche Umhüllung des Walzstückes. Damit die Ränder genau auf
einander fallen, ist auf eine gute Bewegungsübertragung zwischen den Walzen
besondere Sorgfalt zu verwenden.
Die auszuwalzende Stange wird zunächst annähernd auf ihre fertige Form gebracht, dann
in schräger Richtung zwischen beide Spiralen E und E1 nahe dem Ende der
Walzen eingeführt. Sie wird sich während des Walzvorganges von einer Seite der Walze
zur anderen verschieben und am Ende derselben wieder freigegeben. Die Walze eignet
sich besonders zur
Herstellung von Schienenzungen und solchen Schienen, welche mit anderen ähnlicher
Art genau zusammenpassen sollen. Die Walzen sind an den Enden mit den Rinnen F und F1 versehen, in welche bewegliche Gesenke G und G1 eingesetzt werden können. Diese Anordnung erlaubt
es, die Walzen den verschiedenen Ansprüchen hinsichtlich der Ausdehnung und der
herzustellenden Form anzupassen, ohne die Kosten für Ersatzwalzen zu verursachen,
oder ein Auswechseln der Walzen erforderlich zu machen. Die beweglichen Gesenke
werden mit geeigneten Werkzeugen in kurzer Zeit ausgewechselt.
Der Erfinder schlägt auch vor, die Walze aus abnehmbaren Ringen, die über eine Achse
gestreift sind, zusammenzusetzen und auf diese Weise eine geeignete Form, dem
wechselnden Bedarfe entsprechend, herzustellen.
Bei dem Winkel- und Z-Eisenwalzwerke, welches durch das amerikanische Patent Nr.
399896 William E. Highfield in Philadelphia, Pa.,
geschützt ist, wird das Z-Kaliber durch vier Walzenscheiben ab (Fig.
12) gebildet, welche auf je einer Achse befestigt sind. Die unteren Achsen
c werden von je einem Lager e umfaſst, welches mittels einer Zugstange und eines Excenters i in gebogenen Führungen n
gleiten kann. Hierbei pendelt das freie Ende der Achse unter Verschiebung in den
Bunden o um die an letzteren angeordneten Schildzapfen.
In gleicher Weise werden die Achsen der oberen Walzenscheiben a verstellt. Um die Walzen in allen Lagen antreiben zu
können, greift ein auf der durchgehenden Welle s
angeordnetes Zahnrad t in einen Zahnkranz r ein, welcher auf einem am Gestell angebrachten
Hohlzapfen m gelagert ist. Durch letztere gehen die
Wellen c der unteren Walzen b hindurch und werden letztere durch an den Wellen c befestigte Arme v und am Zahnkranz r angeordnete Mitnehmer x
gedreht. Zur Einstellung der Walzen a b sind die vier
Excenter i auf einer gemeinschaftlichen Welle
angeordnet, die durch ein Schneckengetriebe z und ein
Handrad gedreht wird.
Das schon öfter versuchte Verfahren, flüssiges Metall unmittelbar auszuwalzen, ist
neuerdings wieder Gegenstand des D. R. P. Nr. 52002 vom 16. Juli 1889 geworden, in
welchem Edwin Norton und John
George Hodgson in Maywood, III., die in Fig. 13 dargestellte
Vorrichtung sich haben patentiren lassen.
Das flüssige Metall flieſst aus einer mit Bodenspalte versehenen Gieſspfanne zwischen
zwei gekühlte Walzen ab, die sich in demselben Maſse
drehen, wie das flüssige Metall auf die Walzen flieſst und durchgewalzt wird. Zur
Erhaltung des genauen Abstandes der Walzen sind auf den Kopfflächen derselben Ringe
c aufgesetzt, die gegen einander arbeiten.
Innerhalb der Ringe haben die Walzen Rinnen, durch welche überschüssiges flüssiges
Metall abflieſsen kann, ehe es erstarrt. Unter den Walzen kann das aus denselben
tretende Blech mittels Führungen zwischen andere Walzen geführt werden, um es weiter auszuwalzen.
Eine ausführliche Darstellung dieses Verfahrens findet sich in Revue industrielle, Nr. 35 und 36 vom 30. August und 6.
September 1890, worauf wir hiermit verweisen.
Zur Herstellung kleiner Rotationskörper haben v. Flotow
und H. Leidig in Danzig unter Nr. 44093 vom 30. Oktober
1887 ein Zusatzpatent erworben, nach welchem sie, wie in Fig. 14 gezeigt ist, den
Stab, anstatt ihn wie im Hauptpatent zwischen zwei hyperbolischen Walzen durch feste
Führungen zu halten, zwischen drei oder mehr Walzen bearbeiten und dadurch eine
besondere Führung entbehrlich machen. Die Erzeugenden der drei Walzen sind einander
parallel. Das Abtrennen der fertigen Rotationskörper von dem zusammenhängenden Stab
geschieht durch einen auf einer der Walzen am Ende angeordneten, stärker
hervortretenden Schraubengang er, welchem ein weniger hoher Schraubengang der beiden
anderen Walzen gegenübersteht.
Auf der Pariser Weltausstellung hatten nach dem Berichte von Daelen (Stahl und Eisen, Nr. 8 1889) die
Werke von Chatillon und Commentry das vollständige
Kammwalzengerüst zu ihrer neuen Panzerblechwalze ausgestellt, bei welchem die
Schwierigkeit der langen schrägliegenden Kuppelspindel zur Verbindung mit der
hochaufgehenden Oberwalze dadurch beseitigt ist, daſs die obere Kamm walze
mitgehoben und gesenkt wird. Zu diesem Zweck sind nach Fig. 15 und 16 auſser den
beiden Kammwalzen noch zwei gröſsere Zahnräder vorhanden, von welchen A den Antrieb von der Maschine erhält und solche
unmittelbar auf die Kamm walze B überträgt, während
nach oben C als Vermittler dient, dessen Achse mit
derjenigen von D durch zwei Zugstangen E verbunden ist. Während nun D mit der Oberwalze mittels der Schrauben F
und der Welle G um den Hub m gehoben oder gesenkt wird, macht C den
wagerechten Weg n, auf welchem seine Lager gerade
geführt werden. Durch diese Einrichtung wird der groſse Aufgang der Oberwalze von
1m mit kurzen Kuppelspindeln ermöglicht und
dadurch nicht nur viel Raum gespart und die Anlagekosten verringert, sondern auch
der Betrieb vor Störungen bewahrt, welche die langen Spindeln durch Bruch und
Verschleiſs verursachen.
(Fortsetzung folgt.)
Tafeln